
Indo MIM Pvt Ltd
Brief Description of the project:
To improve the productivity of MIM(Metal Injection Molding) parts in molding by implementing the below points
- Converting continuous high volume production tools running with 1,2 or 4 cavities to multi-cavity 8,16,32 cavities
- Automating manual unwinding of threads to auto unwinding using servo motors
- Multi machine operation by introducing Robots (2 machine 1 operator or 4machine one operator)
- Eliminating manual de-gating, by converting edge gate design to sub gate design.
- Online productivity monitoring by implementing Industry 4.0.
Trigger for the project:
Present molding productivity is less due to following reasons
- Less number cavities consuming more machine and man hours
- Less throughput per machine
- Parts running Manual mode with more cycle time
- No Consistency in output both in terms of quantity and quality
- More manpower required to run the machine manually (Man to machine Ratio)
- Utilizing more people for manual de-gating and staging.
- Manpower hours are used for manual updating production details and feedstock request..
Eg:01-HON032(VANE)-4 cavity tool with edge gate:
The demand for this part is 600k per month in the 4 cavity tool with 36 second cycle time we were able to produce around 8k production per day in manual mode with de-gating and to fill customer demand to need to run 3 machines continuously ..
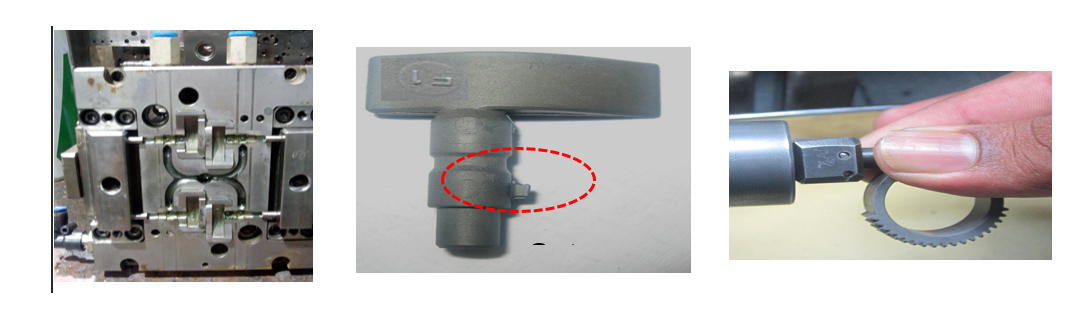
Eg:02 BOS001(Gear Ring)-4 cavity with Manual unwinding:
The demand for this part is 300k per month in the 4 cavity tool with 60 second cycle time we were able to produce around 5.2 k production per day in manual mode with manual unwinding and to fill customer demand to need to 2 molding machines continuously.
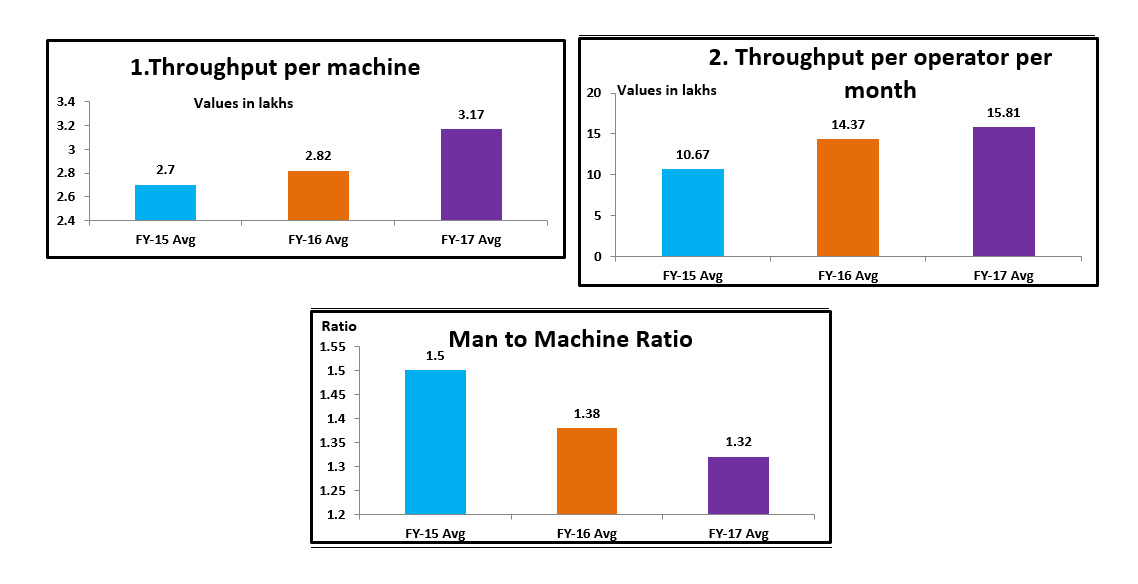
Other MOP’s of the molding department:
Above MOP’s are monitored every quarter by TOP management and we decided to take up challenge of improving them by 50% in next three financial year. Our customer’s demands were increasing and we did not had place to add more machines in the shop floor.
Solution generation & Innovation:
Running more machine with less number of cavities by manual mode is most challenging task to meet customer demand. This affect other customer deliveries. We started to think on how to overcome this situation with innovative solutions. Initially started for more number of cavities (Multi cavity) and tried with 8, 16 and 32.Then we faced difficulty to handle them manually then we started working on Robo’s to pick multi cavities from the tools. For picking different parts with different profile and fragile green parts, we started working on different EOAT’s and grippers. We could implement simple pick and place solutions for easy parts (~30 parts) within 3 months.
For avoiding manual De-gating of the parts different gate concepts were tried so that gate gets cut at the root without leaving any projections.
For parts with thread insert (internal thread), we started working with different tool design concept so that unwinding can happen in the mould itself.
For auto production data collection and feedstock request we started discussing with service provider to get the required data on line automatically. After going through with several service providers we realised it will better to set up small automation team internally who are interested in software development. Internal Automation team formed with 5 engineers, they started working on building IOT’s for capturing required data from the machines.
Implementation:
Eg1. HON032(VANE)-32 cavity tool with Sub gate Auto de-gate and Auto staging: For high runner HON32 parts 32 cavity with auto de-gating tool made and Robo pick & Place implemented. Output per day increased to 50K per day.
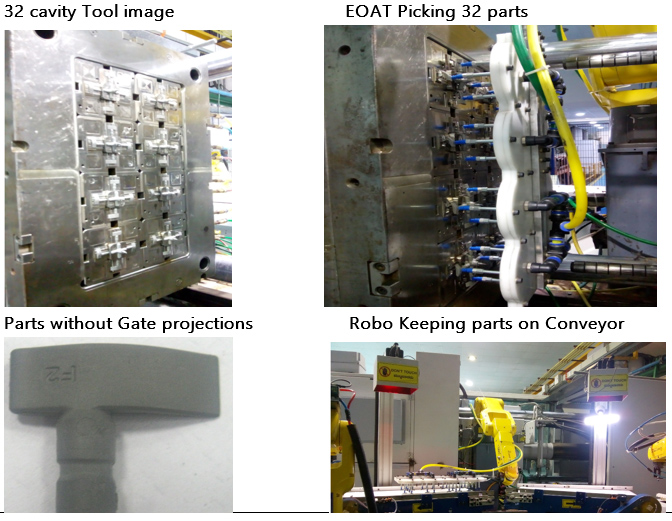
Eg 2. BOS001- Gear ring parts 8 cavity tool with auto thread insert (servo drive) made and mechanical gripper EOAT developed to pick the parts from tool and keep it on Conveyor. Second Robo was used to restage them on Ceramic trays.
Few more examples of EOAT’s:
1.180° Tilting (Part placing Fixture) BLK17 2. Part Picking with 180° Tilting( Without suction pad) SIL01
Results/Impact. Value Creation and Business impact:
With implementation of multi cavity tools for high runners, auto de gating (sub gate), auto unwinding (internal threaded parts) and Robot implementations for handling multi cavity parts overall productivity of the department has improved by 40%. With existing machines and manpower we could increase our sales and able to serve more customers.
From above graphs, we can see in 3 years there is :
- 31% increase in Throughput per machine
- 46% increase in Throughput per operators
- 43% reduction in man to machine ratio
Environmental impact:
- Since the number of cavities are increased, the power consumption has drastically reduced thereby reducing carbon footprint. Higher energy consumption is depleting natural resources which is an environmental impact.
Scope for horizontal deployment.
The same concept of
- Multi cavity
- Auto unwinding,
- Use of Robots.
- Design optimization,
- Can be used across moulding shop.
Any other merits:
Increase of productivity avoids purchase of new machines which in turn reduces
- Capital cost.
- Real estate reduction
- Consumables reduction
- Increase in sales


