
So you want to purchase a Machining Centre
So you want to purchase a Machining Centre – Part I
By: Gautam Doshi
Why does one purchase a machining centre? This question is best answered after studying the variety of components being manufactured in the machine shop. The simplest answer is when one has to do several operations, for example drilling, milling, tapping, reaming, boring on prismatic components; one can consider purchase of a machining centre. The advantages of machining centers are well known, however a quick recap is in order. Some advantages are unique to machining centers, whereas some are common to all CNC machines.
- Machining centers are flexible.
- Machining centers reduce set up changes because several operations can be performed in one set up.
- Machining centers result in better geometrical accuracy since related operations could be done in one clamping.
- Machining centers result in crashing of lead times because of reduced set-ups.
- Machining centers will lead to consistent quality.
- Machining centers will lead to consistent productivity.
- Machining centers deskill boring operations, which are otherwise operator dependent.
- Machining centers need fixtures only for holding and not guiding the tool. Thereby fixture cost and its maintenance is reduced.
While one can appreciate the advantages of CNC machines, one cannot overlook its disadvantages.
- Relatively high cost of investment as compared to conventional machines.
- Operating personnel need to be literate if not educated.
- Better shop floor planning and organisation to maintain uptime.
- Actual cutting times are the same as equivalent conventional machines, and as a matter of fact lower than that of multispindle special purpose machines.
- Maintenance of machining centers needs personnel with mechatronics training.
- High alertness of operating personnel. Since quality is consistent, a wrong setting or improper monitoring will lead to high levels of rejections and rework.
- Operational personnel need to be trained.
As in the case of CNC lathes, machining centers are advantageous where production requirements are batch type. For one piece production, except where complex contours are to be machined, machining centers are not likely to be economical. For large volume production as well, one could find special purpose machines (SPM) more economical. The reason stems from the fact that a machining centre is a generic machine not optimised for a specific component as a special purpose machine. Inspite of this, machining center are used in volume production. The reasons are several. To name a few, they include shorter deliveries as compared to SPM, ability to ramp up production, flexibility in case of product change, cellular manufacturing of a family of parts, etc. High sped machining centers in some cases can match the productivity of SPM.
Horizontal Vs. Vertical Machining Centres
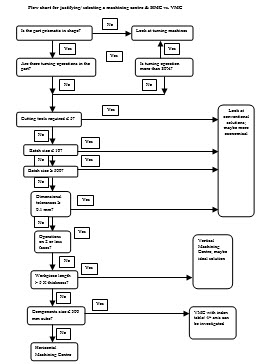
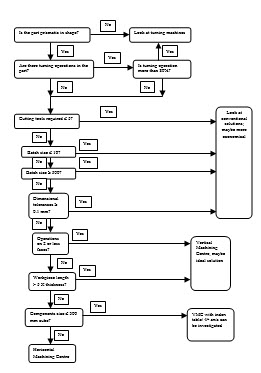
One often faces a question, when should one select a Horizontal machining centre (HMC) against a Vertical one (VMC). The answer is quite simple - depending on the nature of components being processed. Box type prismatic components, with machining on multiple faces are more suitable to be machined on a HMC as against VMC. VMCs are most suitable for plate type parts where machining is predominantly on top and bottom faces. However HMC is a costlier machine as compared to a VMC. Therefore one has a via media solution of a VMC with an indexing head or with a 4th axis. Please see accompanying flow chart, which includes rationale for selecting a machining centre as well as differentiating between selecting HMC and VMC.
Arriving at the machine specifications
Once having decided to purchase a VMC, VMC with 4th axis or HMC, one studies the component drawings and writes a rough process sheet breaking down the total operations into face wise operations. This enables one to find out the total no. of cutting tools required on each face as well as those required to finish the component. This exercise must be repeated for all the components planned to go onto the machine and then consolidated. The smallest cutting tool used, its cutting speed and therefore its rpm will determine the maximum spindle rpm. No doubt this depends on the raw material to be machined. Machine tool manufacturers also provide information on maximum machining capacity for the specified power of the machine. For example the machine tool manufacturer will specify the maximum drilling capacity in steel, or tapping capacity in steel and cast iron, etc. This helps to select the spindle power as well as the maximum spindle speed required. One must also compare the weight of the heaviest cutting tool and its size with that of the limitations of the specific machine.
At the same time one also thinks about how the component will be clamped on the machine table – fixture requirement etc. Sometimes one wants to place multiple components on the table or multiple fixtures. This homework helps determine the work envelope required and therefore the table size of the machine as well as its strokes.
Flow chart for justifying/ selecting a machining centre & HMC vs. VMC
In the next part of this article, we will look at machine specification selection in detail.


