
Appropriate Automation
This article discusses the concept of Appropriate Automation and its implementation.
Beginning of the last century was an era of traditional craftsmen. Products were costly as they were custom designed and manufactured. Often the middle class at that time could not afford it, e.g. the automobile was owned by noblemen or kings. On Dec 1st 1913, the world changed forever. Henry Ford1 installed the first moving assembly line for the mass production of an entire automobile. His innovation reduced the time it took to build a car from more than 12 hours to two hours and 30 minutes.
Ford’s Model T, introduced in 1908, was simple, sturdy and relatively inexpensive–but not inexpensive enough for Ford, who was determined to build “motor car[s] for the great multitude.” (“When I’m through,” he said, “about everybody will have one.”) In order to lower the price of his cars, Ford figured, he would just have to find a way to build them more efficiently.
Ford had been trying to increase his factories’ productivity for years. The workers who built his Model N cars (the Model T’s predecessor) arranged the parts in a row on the floor, put the under-construction auto on skids and dragged it down the line as they worked. Later, the streamlining process grew more sophisticated. Ford broke the Model T’s assembly into 84 discrete steps, for example, and trained each of his workers to do just one. He also hired motion-study expert Frederick Taylor to make those jobs even more efficient.
Automation in manufacturing increased and in 1981 Yamazaki Mazak set up a fully unmanned factory at Oguchi, Japan, for machining of castings and components of machine tools. There was huge publicity in the mechanical engineering fraternity since this was the first “lights out” factory where every night the factory operates without lights as no workmen are present. These systems were very complex and maintaining them was not easy for everyone. Such systems are capital intensive and not justifiable in every situation. Small improvements are also not possible and process design disconnects from the workplace.
The pendulum, which swung from one end that of a skilled craftsman at the centre of the manufacturing process at the beginning of the century to a fully automated one with no craftsman, had now swung to the other end. It was soon realized in Japan that a combination of human skills and appropriate automation may be cost effective, easy to maintain and leading to a competitive scenario. In the 90s Toyota Production System, Just-in-time became the buzz word in manufacturing. An offshoot, Gemba Kaizen, which means small improvements at the workplace, brought the synergy of human skills and automation in the form of Low Cost Automation to the Japanese workplace. By definition Low Cost Automation (LCA) means any compact, cheap, simple but very effective manufacturing piece of equipment which is designed and assembled internally by a group of employees at the Gemba using Gemba wisdom.
The key words are cheap, simple, designed and assembled by a group and using Gemba wisdom. By cheap, one means the ROI (return on investment) should be less than a year. Simplicity (Simple) should be in operation, design, flexibility and maintenance. If the LCA is simple then as products change it can be modified, taken apart and reused. LCAs are designed and manufactured on shop floor and the user is actively involved at all stages from design till tryout. It is a group activity and uses the wisdom of the shop floor.
LCAs do not necessarily use hydraulics, electronics, etc. A simple gravity chute to transfer parts from one machine to another is a LCA. A LCA can very well be automatic transfer of information. A simple hand operated trolley using a screw mechanism to load/ unload a component made from left over plumbing parts and a lead screw and nut from an old lathe can become a LCA. Fig1.

In Fig1. The two workmen with the help of their supervisor built this loading mechanism using left over pipes and leadscrew from an old discarded lathe. Their joy in creating something is palpable. The cost was 1/10 of that of an electrical hoist that would have been used.
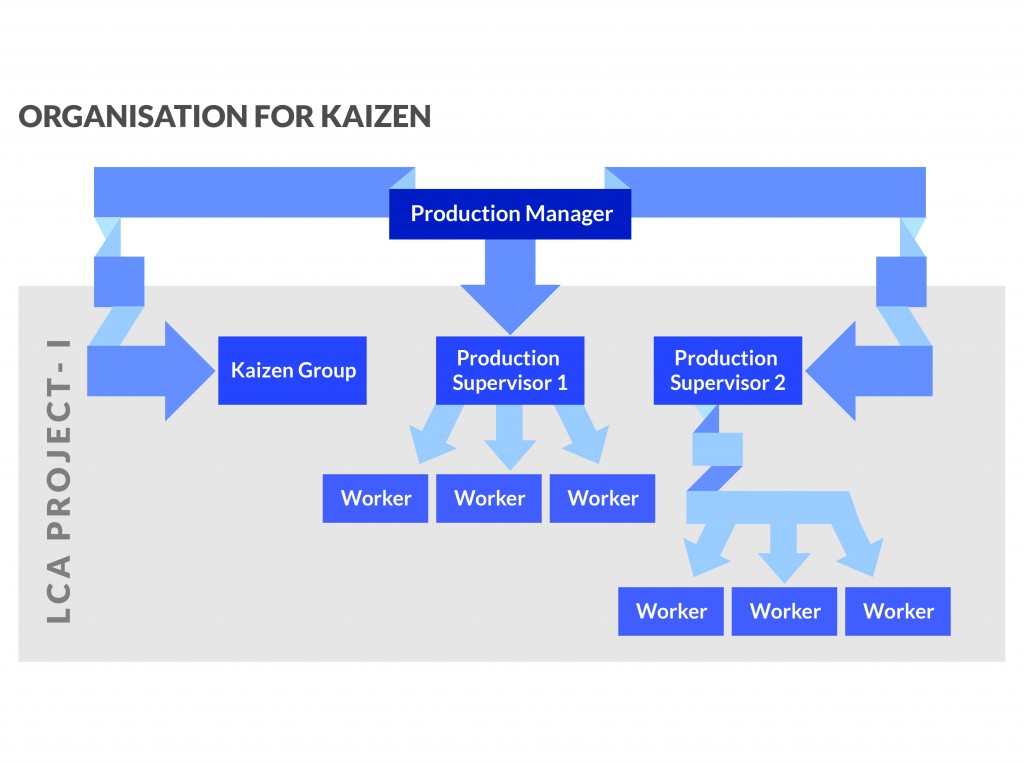
Once an organization decides to implement LCA it usually sets up a LCA or Kaizen Group. Members of this group are drawn from the manufacturing personnel who are multiskilled. They are trained using training kits in areas such as pneumatics, logic, PLC, etc. They are exposed to different innovative mechanisms and toys are a wonderful way to educate them. LCA room can be prepared with toys, Kaizen sheets, One point lessons, failed LCAs, hand sketches of proposed LCAs, etc. Fig.2 shows how LCA projects are taken up in the organization.
It is important to note the role of management in LCA. The leadership of the LCA group lies within the group. They decide when to meet, what to do, what resources are required, periodic review etc. Management’s role is limited to deciding, which LCA projects should be taken up, providing resources including training and rewarding when the LCA project is complete and implemented. Management must not be involved during design, manufacture or implementation of LCA.
The need for LCAs arises from the Kaizen events organized by the company. LCAs are designed from rough sketches made at the workplace. Corporate design is too bureaucratic, nor has any priority for carrying out this additional work. Rough sketches can be modified quickly and frequently on the shop floor. It also results in speeding up the LCA as the beneficiary is an active team member and is keen to expedite the project.
| Parameter | LCA | Conventional Automated Equipment |
|---|---|---|
| Cost | (very) Cheap | Expensive |
| Size | Small & light | Large & Heavy |
| Development lead time | Short | Long |
| Maintenance / Change | Easy | Difficult |
| Designed & Manufactured | In-house | Out-sourced |
| Information feedback from actual user | Good | Poor |
| Degree of Concurrent Engineering | Good | Poor |
| Engineering Expertise | Kept In-house | Belongs to outsider |
| Energy needed | Ecology friendly | Heavy energy consumption |
| Construction | Simple | Complex |
Table 1 compares LCA with conventional automated systems. A very important point to be noted; the LCA contributes to competitiveness as the knowhow is retained in-house, whereas a vendor can offer a competitor similar products. Automation often fails because certain considerations are not taken into account. LCA is also a highly motivational tool. Group members take pride in what they have achieved.
Some aspects that need consideration
- Safety of operator and equipment can never be neglected and is of prime importance.
- Automation fails if input quality is inconsistent. While designing an automation system, the worst case scenario of input material must be considered. When the user is involved in design as in a LCA, he knows the worst case and will take it into account.
- There is a tradeoff between flexibility required and cost. If one desires complete flexibility, it may make the automation equipment very complex, costly and difficult to maintain. Often 80:20 rule is applied. Let the automation take care of 80% of product mix.
- Before doing automation, one must simplify the process and movements. This makes the automation simpler, cost effective and robust.
- Power failure is an endemic problem in our country. Automation system design must be robust under this situation and a recovery process must be built in.
- If the automation handles a family of parts, then ease of set up change must be considered.
- Finally use of automation equipment needs training and the same should not be neglected.
In conclusion quoting an automation champion from Japan, Mr. Shuichi Yoshida, “Manufacturing Technology tends to get more complicated, expensive, impractical and grotesque as design engineers work far from Gemba (users)”
Any automation system must be selected based on its appropriateness. For example a fully automated system is an appropriate solution in a high volume bearing plant, and cannot be designed and implemented by shop floor personnel. Nor can the ROI be one year. However an automated part unloader with manual loading can be a LCA, and more appropriate in batch production at a Tier II automotive component manufacturer. Appropriate automation must be cost competitive based on scale of production. While the words Low Cost Automation catch ones attention, it is not a solution for all automation requirements. It is more meaningful to use Appropriate Automation, which includes LCA.
1 Reproduced from http://www.history.com/


