
Bajaj Auto Ltd
Maximize overall equipment efficiency for Capacity enhancement with minimal capital investment.
Project implementation start and end date:
Aug 2012 to Jan, 2013
Is it in continued operation now? Yes
Certificate of the division/business/unit/company head
- We certify that the productivity improvement project described here was implemented by the above team and is in continuous operation. We also certify that the claimed benefits accrued to our organization. We also agree that the contents of this case study can be published by the organizers.
Innovation / Uniqueness:
- Every business is for making profit. Loss in profit loss or sales loss is not acceptable in any company at any circumstances. Our project has addressed the same objective.
- As chassis shop is governing the entire plants output, if the required capacity could not have achieved, we could have lost vehicle sales (including exports) to the tune of 10 to 12 K per month, resulting direct loss of profit to company.
- We studied this project TPM way with micro level and deeply working to identify small small possible contributing elements of cycle time reduction.
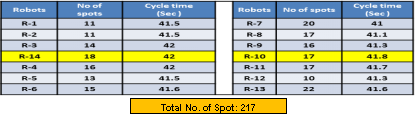
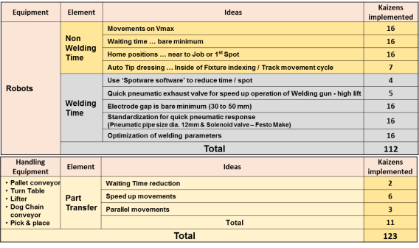
- Systematic analysis is done through management tools e.g. tree diagram, possibility matrix, ECRS & time motion micro study. We struggled for saving even 0.1 sec / spot & achieved through RW software by interfacing with machine manufacturer & learning on internet. 0.1 sec/spot reductions resulted into 15.4 sec. saving on 14 Robots.
- We believe in team working, our team has complemented the challenging project successfully. Our satisfied team consists of cell members, group leaders, managers & divisional head.
- Our teams working at ‘Gemba’ demonstrated the true implementation of Japanese concept of small improvements (Kaizen) gives big results in this project.
Problem identification:
Bajaj Auto’s 3Wheelers passengers are having dominant presence in both Domestic as well as Export market. In last 3-4 years, Bajaj was facing stiff competition from other manufacturers to retain its market leadership. Also, customer expectations are increasing w.r.t. mileage, durability & comfort. While supplying good reliable products to our customers, our aim is to reduce on the operating costs and enhance the required capacities with minimal capital investments. With this lean approach Bajaj Auto is industry leader & distinctly ahead in terms of its EBITDA margins.
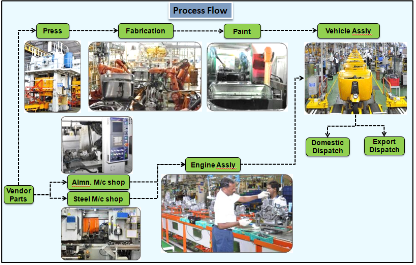
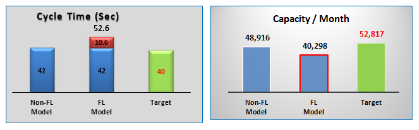
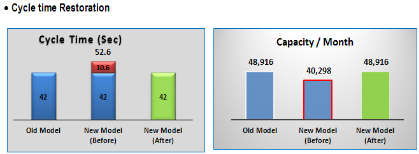
To take on the competition, Bajaj Auto decided to upgrade the entire range of its 3 Wheelers and launched new series of models under the Facelift category. In new model chassis, the no. of spots increased from 186 to 217 nos., increasing the robotic welding line cycle time from 42 to 52.6 sec. Due to this, the capacity dropped from 50 K to 40 K per month.
As chassis shop is governing the entire plants output, if the required capacity could not have achieved, we could have lost vehicle sales (including exports) to the tune of 10 to 12 K per month, resulting direct loss of profit to company.
Loss in profit is not at all acceptable; hence this project is selected to resolve on top most priority.
To restore the cycle time, it was necessary to add minimum 2 Robots to accommodate the additional 31 spots and these 2 robots need to be added before the dash board welding stage. Though spotting time would have been addressed by adding 2 robots, it was calling for major change in the line layout which would have affected the entire cell layout with shifting of minimum 6 robots and modification of the chassis handling system & it would require 15 days shutdown. Cost involved was Rs.126 Lacs. Considering the time & cost involved, this option is beyond consideration.
So we have taken challenge of cycle time reduction through TPM way deeply working.
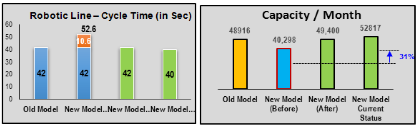
With deep analysis of cycle time (both Weld & Non weld time) and implementing innovative Kaizens, the cycle time was restored to 42 sec in first phase and further reduced to 40 sec to meet the increased demand.
Data collection:
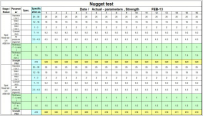
Elemental micro time study on Robotic line – chassis welding cell was conducted & accurate data has been collected for each Robot & transfer equipment. This data has been used to arrive at time for each operation, to prioritize, analyze and take necessary action to improve the capacity of Robotic welding line.
We have scanned Robotic line for time & motion study. Through which we have collected the data of time /spot, no of spots per Robot, Robot speed, Robot home position distance from chassis, line layout, Robot air cutting time & welding time, process parameters for optimization. All this collected & taken for analysis & corrective measures.
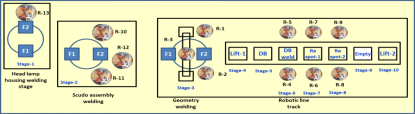
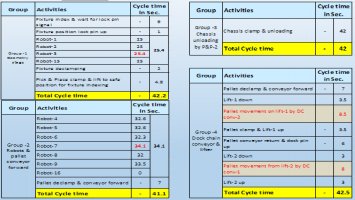
Cell Layout
Robot wise spot distribution
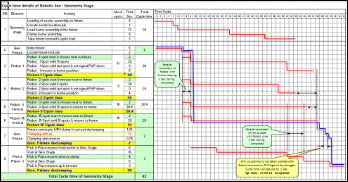
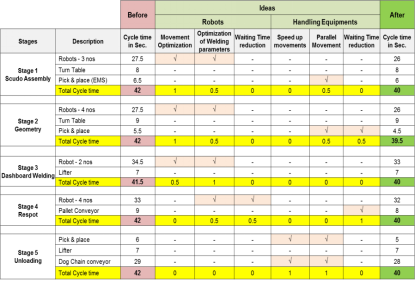
Robotic Line cycle time data has been analyzed through detailed elemental time study sheet and ECRS.
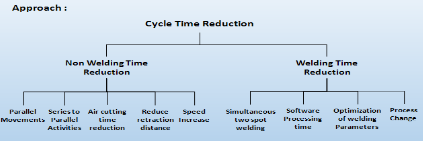
Captured hidden losses - Motion loss, waiting time, delay were addressed through idea matrix management tool. Different ideas generated with the help of this idea matrix. Idea applicability matrix tool is used to identify the scope of each idea at different places. Why why analysis has been conducted to find the root cause to arrive a solutation. Ishikawa & tree diagram tool was used to identify the different contributing factors for cycle time improvement.
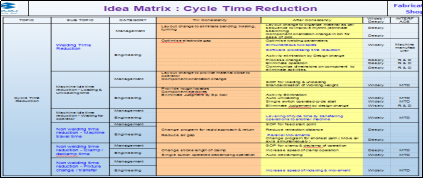
Idea Applicability Matrix
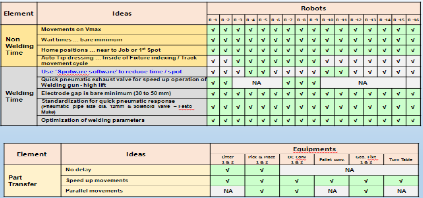
Tree Diagram
Implementation:
We studied all the cycle time (both Weld time & Non weld time i.e. handling time) for the entire line.
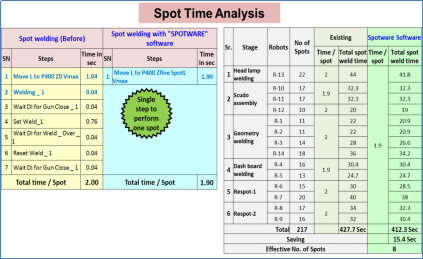
We analysed the time required per spot and found that Robot takes total 7 steps to perform 1 spot and the time required is 2 Sec / spot.
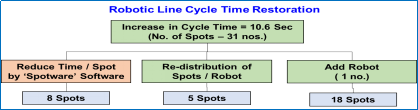
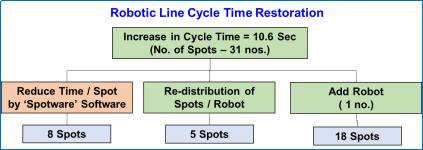
To reduce the time per spot, we adopted the “Spotware” software, due to which the time per spot can be reduced from 2 sec to 1.90 sec per spot. This reduction of 0.10 Sec per spot means total saving of @ 16 Sec for the total 217 spots in new model.
The Robots interface control panels & welding gun were modified to adopt the software and with saving of total 15.7 sec, 8 no. of spots were accommodated in the existing robots itself.
Another 5 spots were accommodated by detail study of each robots utilization & re-grouping of the spots and only one robot was added for balance spots.
With this, we avoided the shifting of robots and the cycle time was restored by adding only 1 robot without any major change in the cell layout and handling system.
Kaizen – Use ‘Spotware software’ to reduce time / spot
Example: Simultaneous movements of Pick & Place unit & indexing unit while Robot Spot welding

Benefits to organization:
a)Operational benefits:
- Cycle time restored and reduced from 52.6 sec to 40 sec.
- Production per hour increased from 68 to 89 Nos.
- Capacity Restoration to 50 K per month with New models and avoided sales loss.
- Further cycle time reduction for Capacity enhancement to more than 52 K per month to cater the increased market demand.
b)Financial benefits:
- Capacity Restoration to 50 K per month with New models with Investment Cost saving of Rs. 56 Lacs …. No loss of production
- Avoided addition of 2 Robots (Investment of Rs. 70 Lacs)
- Total Investment cost saved : Rs. 126 lacs
Institutionalization and horizontal deployment, if any:
Chassis assembly Process sheet & Input-Process-Output (IPO) modified in line with the changes made with the help of ME dept.
Following documents are revised by adding the more check points to sustain the changes implemented.
JH, PM, OPL & SOP sheets updated, Process parameter document revised, Pick & place, EMS drive values, parameters sheet revised, machine master list updated in the SAP system, machine manual of ABB robot, SPM, Pick & place, EMS, Pallet conveyor, Tracks, lifters are modified with the help of central maintenance. Safety audit check sheet revised & communicated to the central safety dept. Training of revised process is given to cell members & concern managers & respective data updated along with HR dept.


Same learning is shared with ME, Purchase & Engineering department for future procurement of Robots and equipments which will have same features so that benefit can get for the day one.
Other relevant information:
- Executed the above project within the span of 6 months only with payback of 3 months.
- Project is implemented by working on weekly offs without loss of production.
- New model launched on time without any sales loss with sustained OEE, Zero defect & Cost reduction.


