
WABCO INDIA LIMITED
Layout transformation and Space Productivity at WABCO AMBATTUR site for future business needs
Project implementation start and end date:
13th Oct 2014 to 27th Nov 2014
Is it in continued operation now?: Yes
Innovation: Elaborate in detail as to how your project stands out for its uniqueness / innovation
- The purpose of any productivity improvement project is not only to increase the numbers produced in any particular cell / line but also to ensure that the current productivity project address the company’s current important business problem.
- In that case, there could be sometimes where the project selection is directly driven from the business need and this project is one among it.
- The innovation in the project explained in the case study is that the usage of various simulation ideas using spaghetti charts, “CUT” & “PASTE” brainstorming sessions with leadership team to the “Real” scale, Business vs space occupancy, Production density concepts etc.
- Entitled to deliver additional space for the business need, the methodology adopted is not only limited to the layout and flow but also to the application of ECRS in process & product engineering as well where the status quo was challenged (creation of mixed model cell, challenging low volume stranger products portfolio)
- Entitled to deliver additional space for the business need, the methodology adopted is not only limited to the layout and flow but also to the application of ECRS in process & product engineering as well where the status quo was challenged (creation of mixed model cell, challenging low volume stranger products portfolio)
Problem identification: Why was this problem selected? What methodology was adopted to identify the problem?
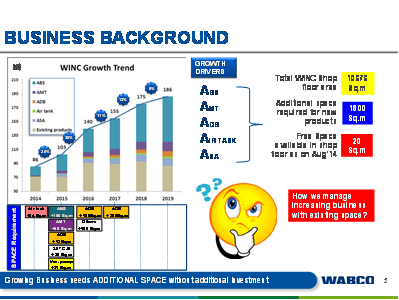
- WABCO INDIA LIMITED, Ambattur plant (which started its operations in 2006) is proposed to double the sales turnover in the upcoming four years with entry of new technology global products from WABCO.
?Totally with 50 machining cells & 78 assembly cells in an overall shop floor area of 10676 Sq.m, the floor is already filled up with new products till 2013H2 and hardly a free space available for new assemblies & machining lines since then. - The Ambattur plant is a single roof factory where the entire production floor and the office areas including WABCO INDIA’s product development team, production engineering team and other central functions are having its operation.
- With a required additional area of 1800 Sq.m for new products, it was earlier decided to augment the free space either through shifting the entire factory to outskirts of Chennai leaving behind the Ambattur facility as R&D center or to move some of the key assembly and machining cells to our Jamshedpur facility compromising on the increased logistics cost of raw material & finished goods movement from the major supplier / customer base in the south.
- However, considering the business importance & the massive cost impact on new facility / shifting, a cross functional team is formed led by Lean Promotion office with a very strong entitlement to create the required space in the existing facility through layout transformation & space productivity
Data collection: What data was collected? What methodology was adopted to collect the data?
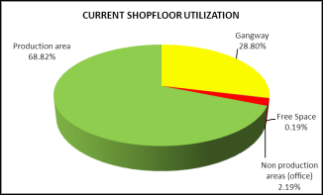
- Current space utilization (CAPACITY utilization)
Total Built up area : 47451 Sq.m
Shop floor area : 10676 Sq.m
Current shop floor utilization (%) : 68.82%
- New products pipeline details & the corresponding space / draft layout plan required
New space required in Sq.m Sl No Product 2014 2015 2016 2017 2018 2019 1 Air tank +134 2 ABS +499 3 AMT +198 4 ADB +112 +170 +200 5 3.5” CS +186 6 Vac.Pump +161 7 Others +170 - Details of monuments in the layout (Like Pillar, Structures, trusses, wash etc) & machine layout (with real time GEMBA validation & methodologies) for all the machines of the sub-scope
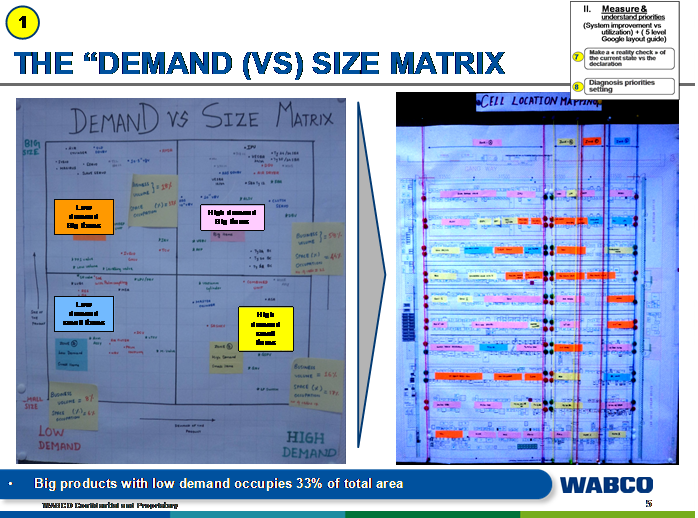
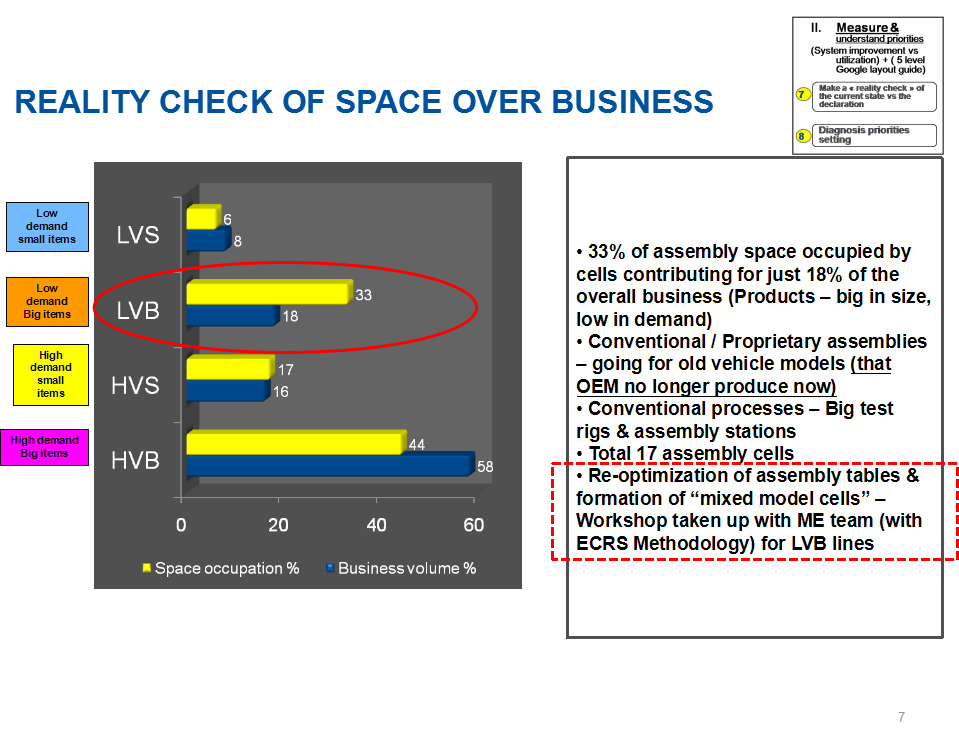
- For existing products, current flow, business demand for the upcoming years, current cell utilization (%), Size of the product in order to analyze the demand (vs) size distribution.
Analysis and development of solution: What analysis was done? What alternate solutions were identified? Why was this particular solution chosen?
- Based on the current space utilization and CAPACITY utilization the cells were categorized and locations of the cells were mapped.
- The first step is to arrange the cells accordingly to the demand of the product by shifting high runners and big products near to the raw material warehouse. By doing such optimization the layout of the cells were challenged and cell sizes are reduced by the application of ECRS.
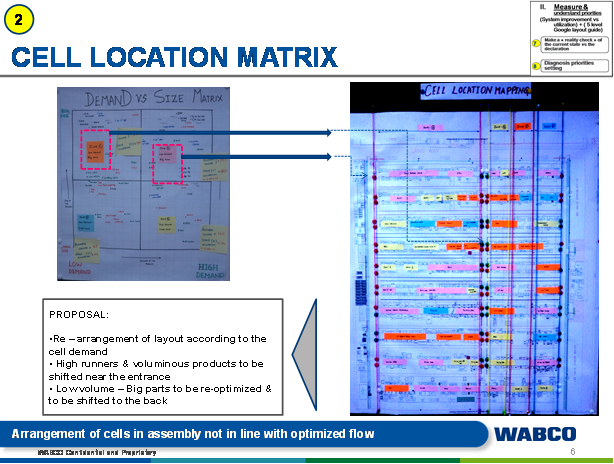
- For low volume repeaters and stranger cells (huge size) which occupies more space, in phase I the cells were relocated away from raw material stores. Similarly by doing such optimization the layout has been challenged with the following strategies
- Strategy I - For cells with less than 25% capacity utilization, rationalize the product with existing runner products and eliminate the line hence releasing space.
- Strategy II – For cells with 25-40% capacity utilization it is proposed to combine the cell with other runner assembly cells to create a “Mixed-Model” cell with minimum / no set-up time.
- There were totally 9 projects that were identified under the above said strategies out of the entire assembly shop accounting for 250 Sq.m
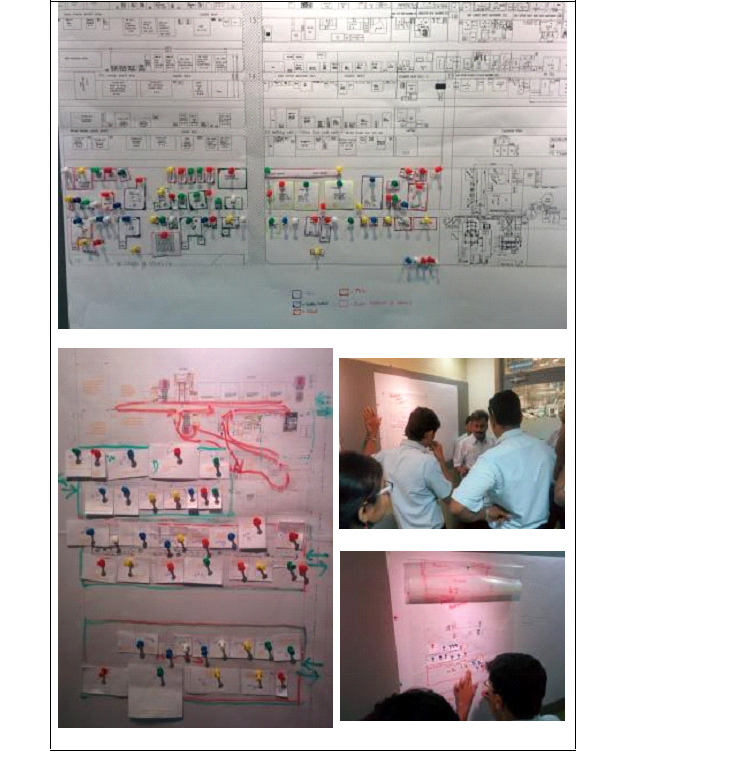
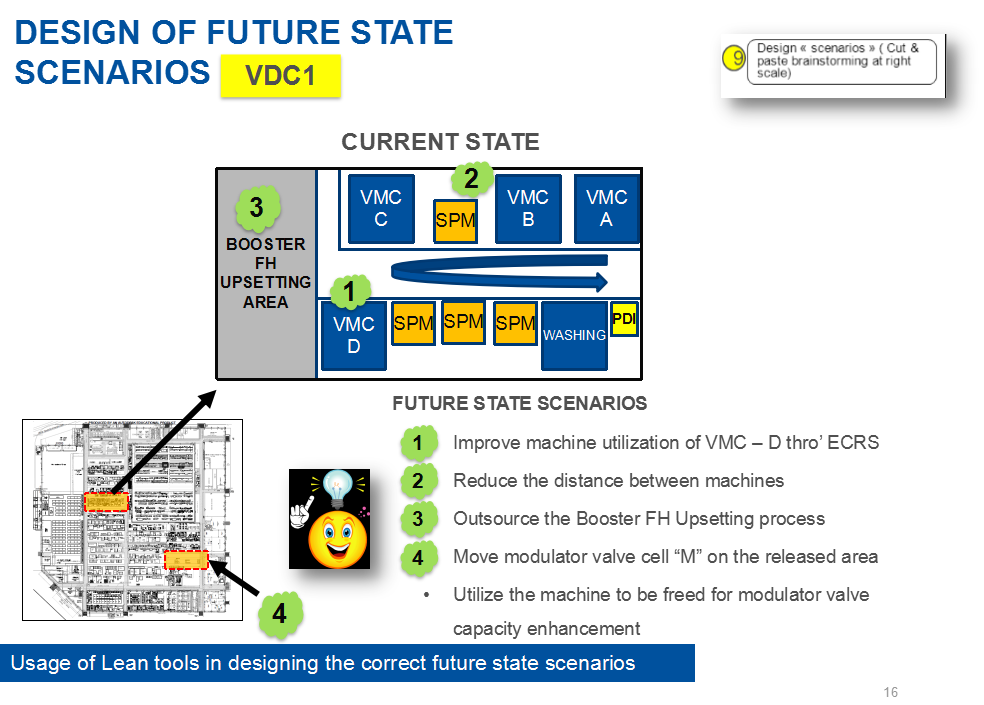
- On the other hand, for machining layout, the current state layout has been captured & the same has been scaled down to the corresponding sizes for real time – simulation scenarios. And detailed spaghetti charts were prepared to understand & analyze the existing flow
- Aligning with the business need & the space occupation % in the overall layout, the unit for implementation of the layout has been chosen. For instance, the C&B1 unit with 3 product families, 7 MIW products in 131 variants that is manufactured across 20 machining cells occupying an overall 3200 Sq.m has been selected.
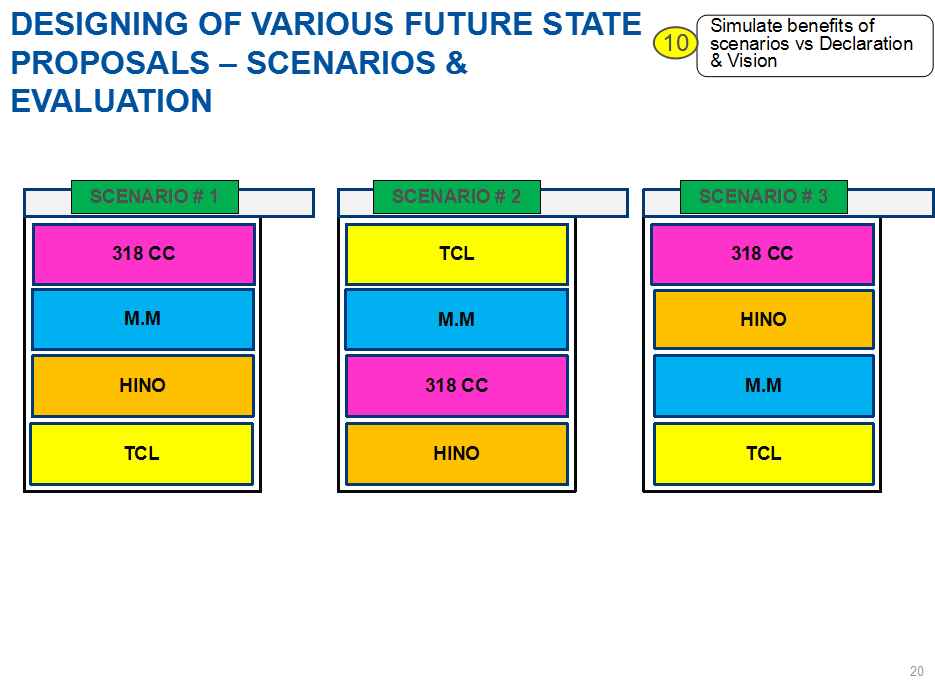
- An entitlement layout has been arrived along with the leadership and four cross functional workshops were conducted where the real time scenarios were simulated and the ideal layout scenarios has been chosen based on optimal KPIs (key performance indicators)
Implementation: How was the chosen solution tested/validated and implemented?
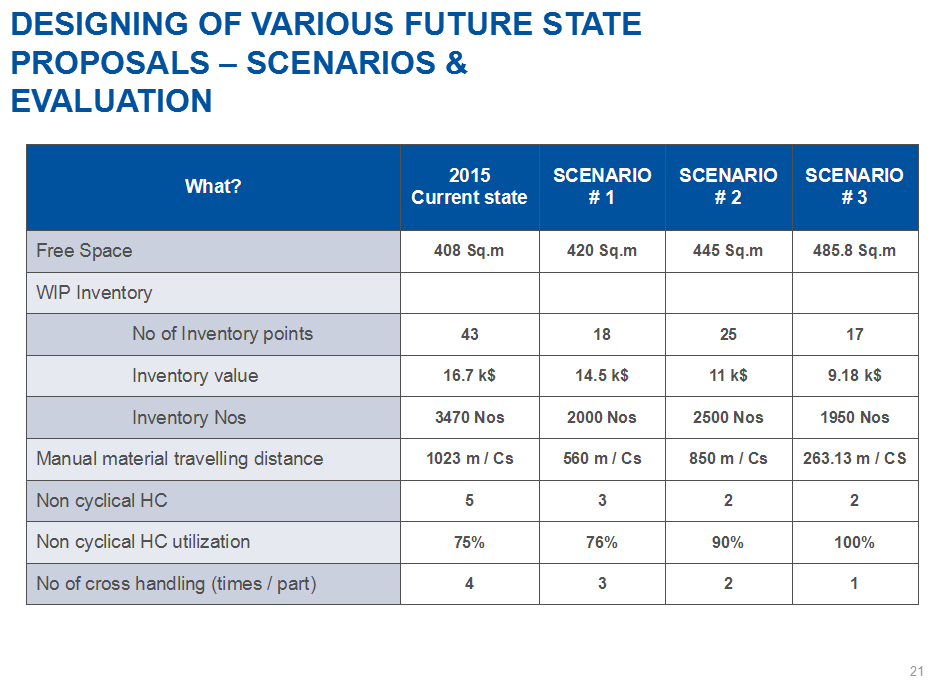
- To begin with, an overall entitlement out of the layout transformation has been set with KPI’S as follows.
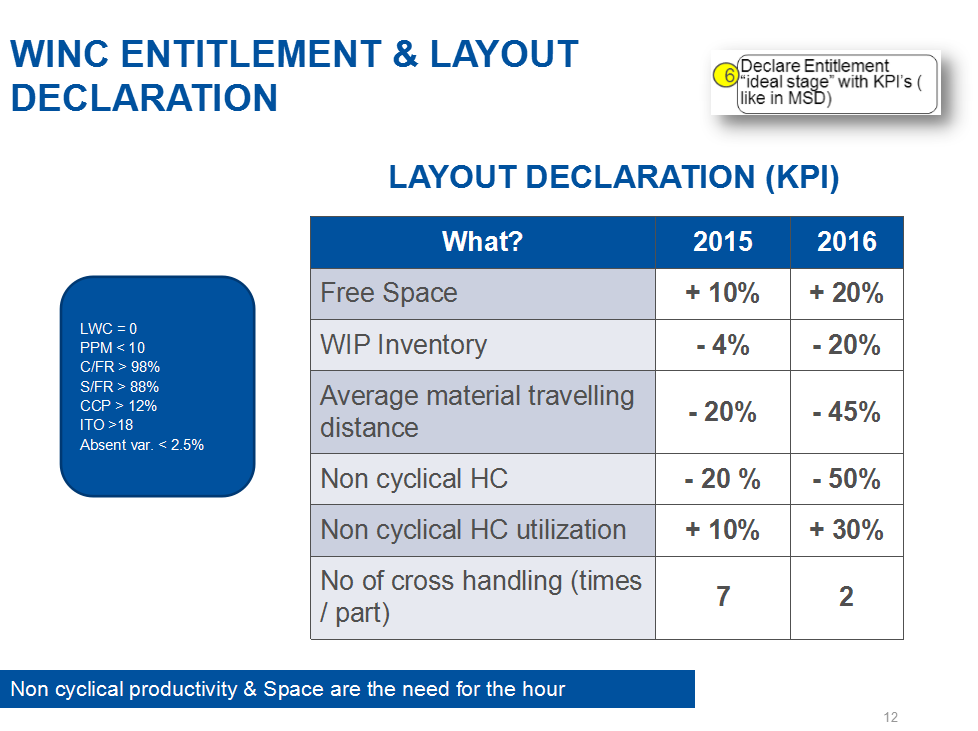
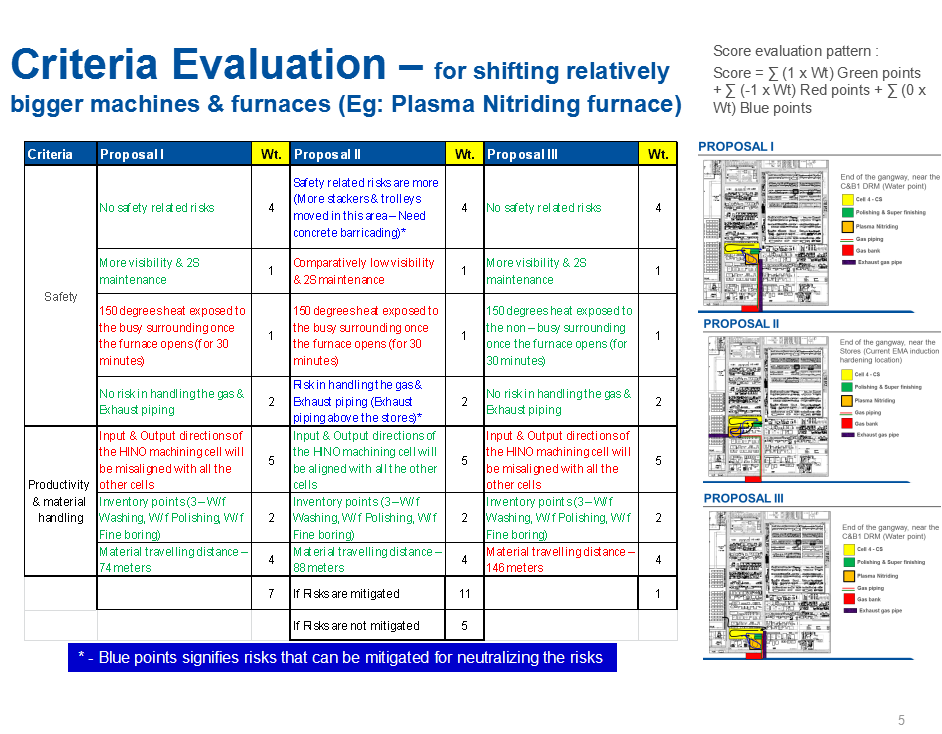
- As discussed in the previous sections, various scenarios have been identified through the layout simulation workshops, and each of them was validated upon the impact they have in the KPI’s of the layout entitlement. In some cases of challenging the locations of very big machines such as honing, grinding, 5 axis horizontal machining centers, plasma nitriding a detailed criteria evaluation has been done once before the final location on the layout has been arrived.
- As the overall layout optimization in the machine shop involves comparatively higher man-days on shifting, the festival-off time of Nov’14 was chosen to implement the total layout optimization
- In the layout optimization, OLD MACHINES (on an average life of >30 years), with bulky ATC mechanism were made more space efficient by ECRS methodology in the process to eliminate the machine & offload the operations without affecting productivity (total 4 machines in the same case – accounts to 250 Sq.m)
- Big machines which were GANGWAY specific (HR3A – 4 machines, Honing – 2 machines – Width of the machines > 3 meters ) were challenged for improved space efficiency & production density by utilization of vertical space for accessories (Totally 5 similar kaizen ideas were implemented during the optimization process which have converted the “machines” as “Gangway-specific” & not the “gangways” as “Machine – Specific
- Totally 20 hours of layout optimization has happened over 2 weeks of time with total 48 machines repositioned according to the layout plan with 12 machines challenged for space efficiency & improved production density.
- After the total layout revamping, the entire exercise has been re-validated for the process capability of all the critical parameters & found the sustenance of it above 2
- In assembly, the selected projects were implemented as per the schedule with necessary customer / PPAP approvals.
- For project that involved the rationalization of the product portfolio, the Quality team was made to visit the field to validate the application of the proposed products
Benefits to organization:
Operational benefits: What benefits were accrued to the organization as a result of the implementation of the project?
- Generation of free space – 1260 Sq.m (12% of the shop floor area)
- Non-cyclical Headcount reduction – 3 operators / shift
- Reduction in average material travel distance by 28%
- Single piece flow has been ensured in all the cells that undergone layout transformation.
- Standardized the Gangways hence, Gangway specific machines rather than machine specific gangway.
Financial benefits: Describe the financial benefits on parameters such as cost saving, avoidance of CAPEX, etc. as relevant to this project.
- Generation of free space thereby potentially averted the need for the expansion of the plant resulting in savings 640 lacs one time.
- Released totally 4 old HMC’s resulting in CAPEX avoidance of 240 lacs for new machines.
- Ensured productivity improvement of 20% indirectly through layout optimization in two cells (HINO crankcase machining cell & WC crankcase machining cell) without any other investment.
- WIP inventory reduction of 18 lacs through inventory points reduction & ensuring single piece flow.
- Savings / annum on reduction of 3 operators / shift : 7.2 lacs p.a
Institutionalization and horizontal deployment, if any:
- The entire layout is standardized after the major revamping & the same is been owned now by LPO (Lean Promotion office).
- The cpk has been validated for critical Quality parameters after the layout transformation.
- Any changes in the layout hereinafter system is created in such a way that, a cross functional workshop is been conducted involving all the stakeholders will be planned to evaluate the various scenarios & to choose the ideal one.
- Now the horizontal deployment is on-going in crankshaft machining cells of C&B1 unit
- The entire project of space productivity in our site has not only involved the conventional way of creating the free space by some kaizens but also it featured a companywide approach to de-fragment the existing layout through identification of projects from every manufacturing units and deployment of the targets to them. While creation of the free space, the entire layout of the site is aligned to the designed ideal future state layout with improved flow thereby creating a layout transformation. In few cases both the existing process design & product design has been challenged and a committed cross functions involving R&D, Marketing & Field service were also involved.


