
KEIHINFIE PVT. LTD
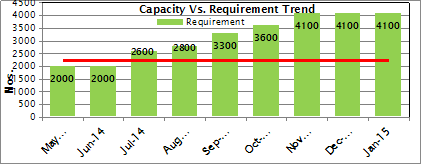
To increase the Capacity of Machining.
Project implementation start and end date:
Jun-14 to Oct-14
Is it in continued operation now? Yes
innovation: Elaborate in detail as to how your project stands out for its uniqueness / innovation
Following are the important, noticeable, unique & innovative points of our project:/
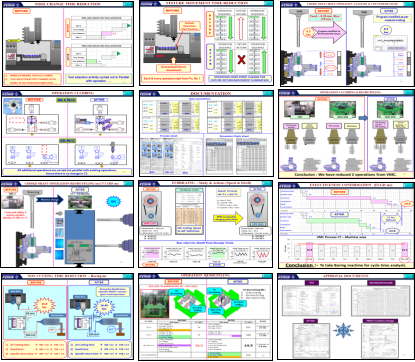
- 1)Cycle time reduction in the existing processes without investment
- 2)New wood pecking cycle designed & implemented.
- 3)Utilization of the idle machines by doing modification in fixture, tools, PLC program.
- 4)Combination of the tool & operation clubbing.
- 5)All the activity has been carried out In-house & lesser time.
- 6)89% capacity up through this project within 3 months with minimum investment.
Problem identification: Why was this problem selected? What methodology was adopted to identify the problem?
We have selected this project due to following issues & causes:-
- 1)Increasing trend in the customer requirement – capacity was short against the increasing requirement.
- 2)It was not possible to fulfill the requirement by doing extra working also – OT cost is also high & it cannot be solution for long term.
- 3)Very less time to increase the capacity to fulfill customer requirement – lead time required for new line addition is more.
- 4)High investment required for new line addition.
- 5)Additional manpower requirement for new line.
- 6)Additional space requirement for new line
Our company’s market share is 70% with the higher level of satisfaction of the customers on account of QCDDM for which almost every year we have received an award. We are always giving the priority to the fulfillment of customer requirement.
- 1)Wastage of non-cutting time.
- 2)Idle machinery.
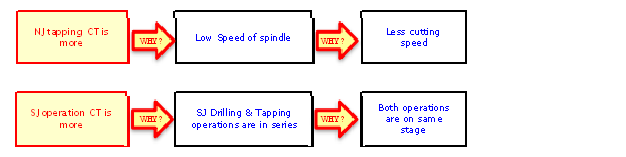
- 3)Operations are in series.
- 4)Process designed with the lower cutting speed.
- 5)Delays due to errors in program.
We have used various problem solving tools & techniques for the problem identification as well as for root cause analysis:-
- 1)Brainstorming
- 2)Data collection & compilation.
- 3)Pareto diagram.
- 4)GEMBA / Situation Analysis.
- 5)Cause & effect diagram.
- 6)5W1H
- 7)Why-Why Analysis.
- 8)PDCA.
- 9)Run chart.
- 10)Process capability study.
- 11)Radar diagram.
There was scope for:-
- 1)Improvement in the above mentioned causes in line with the CT reduction / Capacity increase.
- 2)It can be done with minimum investment.
- 3)It can be done faster OR in line with the customer requirement.
- 4)It will have the better as well long term benefits to the organization.
Data collection: What data was collected? What methodology was adopted to collect the data?
In our project of capacity improvement we have collected, compiled & analyzed following data:-
- 1)Objective trend.
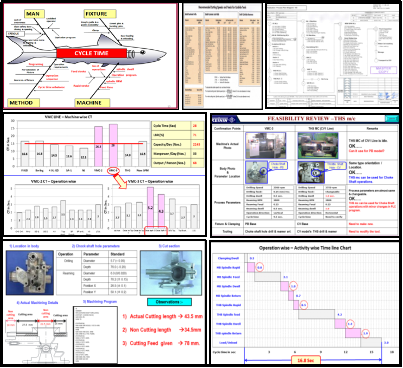
- 2)Machine wise, operation wise CT / time study.
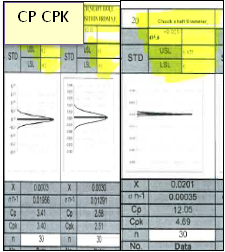
- 3)Process capability study.
- 4)Technical data for the respective processes & its parameters.
- 5)Inspection data (diameter, depth, positions, angle, surface finish etc.)
Usage of the e of the tools & techniques for data collections:-
- 1)Data check sheet – used to collect the inspection data of the respective parameters.
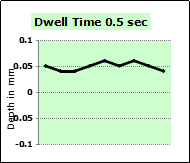
- 2)Run chart – used to understand the actual variation of the respective parameters.
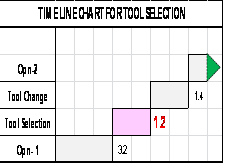
- 3)Time line chart – used to the time required for the respective activity in the respective process & its impact on the CT.
- 4)Process flow diagram – used to understand the sequence, relevance of each operation with each other.
- 5)Job orientation study – used to identify the orientation of the job in case of the actual machining operations – for operation reshuffling & clubbing.

- Brainstorming session was conducted to identify the various possible causes affecting the CT.
- Machine wise, operation wise CT study has been done to identify the bottle neck machine as well as the bottleneck operation.
- Operation wise, parameter wise, actual machining area / cutting area, non-cutting area, actual machine program has been studied to identify the various losses in the respective process / operations.
- Standard technical data has been studied to check the existing process level & scope for the corrections / improvements in the process parameters.
- Job orientation & operation feasibility review was conducted to check the possibility of doing the same operation on other machines (idle / underutilization mc).
- Operation wise, activity wise time study is done to understand the most time consuming operation / activity.
- Process flow diagram has been studied to know the sequence of the operations its importance & the impacts
- WHY-WHY analysis to identify the actual root cause of the problems.
Various data was studied, changes have been done in the respective parameters / program / operation location, sequence etc. & accordingly trials have been conducted.
Every step has been verified on account of the Quality inspection, safety, CT etc.
Based on the inspection results decided to produce the trial lot & verified up to the flow stand under the IP tag.
Based on the final carburetor assembly results of flow stand & after data compilation – standardization is done & change point approval has been taken as per ‘Production Condition Change Application’ procedure.
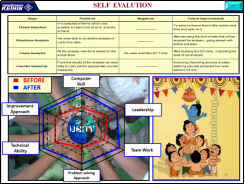
implementation process /activity – we have learned a lot of improvement in the concerned peoples:-
- 1)Leadership.
- 2)Team work.
- 3)Problem solving approach.
- 4)Technical ability.
- 5)Improvement approach.
- 6)Computer skill, etc.
a)Operational benefits: What benefits were accrued to the organization as a result of the implementation of the project?
Please list at least 4 important operational benefits on the parameters related to productivity, quality, etc. as relevant to this project.
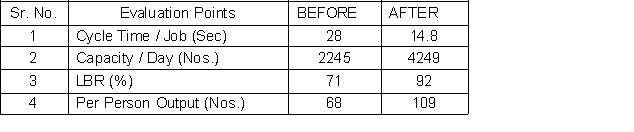
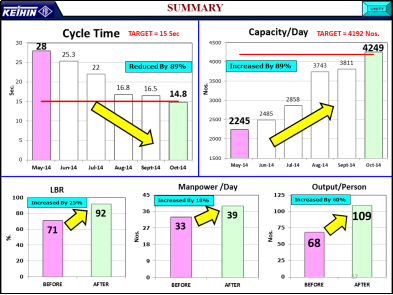
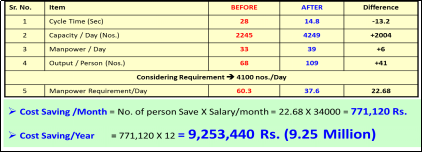
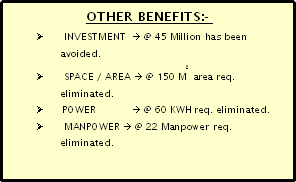
Following are the direct benefits from the project:-
Please elaborate on how the changes have been embedded in the system and horizontally deployed as applicable.
Horizontal deployment in all 3 plants of Keihinfie Pvt. Ltd. On PB as well as CV machining lines.
Contestants may give any other relevant information that can prove helpful to make it a winning entry.
- Some of the countermeasure (changes in the process parameters like speed, wood pecking cycle) also implemented on all the machining areas – Tool life also increased.
- Our project is has been appreciated in the Keihinfie Quality Circle competition & Winner of the year.
- We have implemented the actions after thorough analysis, trials & by following the standards of change point implementation procedure.
- All the activities done very fast – as our target was to improve the capacity in line rather before customer requirement increase.


