Mahindra & Mahindra Limited. (Winner)
To Enhance Productivity and Quality of life by implementation of Horizontal Parting Line Cold box process for Barrel Core Making.
1. Brief Description of the project:
To Enhance Productivity and Quality of life by implementation of Horizontal Parting Line Cold box process for Barrel Core Making.
2.What made your company to take up this Project? Describe briefly:
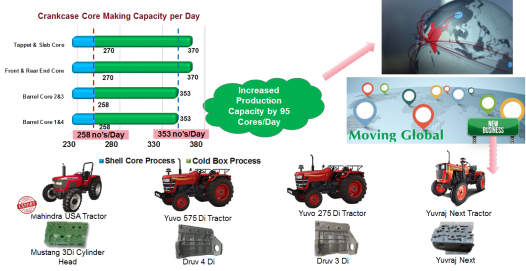
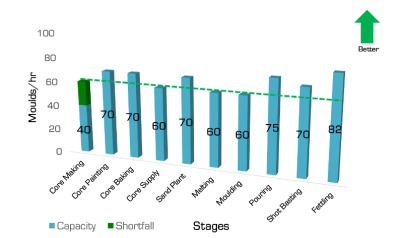 Foundry is being considered as one of the most hazardous and dangerous process consumes lots of natural resource.Team Foundry took a challenge to reduce the natural resource consumption and improve the Productivity.Foundry PU Capacity mapping and came to known that Core Room is the Bottleneck Process and the capacity was contrained to 40 Moulds/Hr.To overcome it M&M Foundry started looking for Innovative and sustainable and Productivity project for moving towards Improving quality of life, improving business performance, making technology affordable andGreen process to achieve sustainable business model, a positive step towards achieving an inclusive growth.
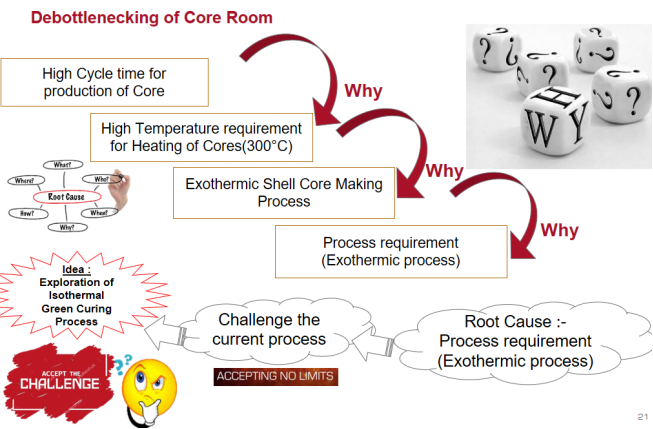
Foundry is being considered as one of the most hazardous and dangerous process consumes lots of natural resource.Team Foundry took a challenge to reduce the natural resource consumption and improve the Productivity.Foundry PU Capacity mapping and came to known that Core Room is the Bottleneck Process and the capacity was contrained to 40 Moulds/Hr.To overcome it M&M Foundry started looking for Innovative and sustainable and Productivity project for moving towards Improving quality of life, improving business performance, making technology affordable andGreen process to achieve sustainable business model, a positive step towards achieving an inclusive growth.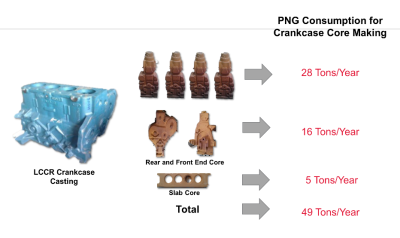 Foundry Team did a process mapping of Core room and identified gas heating(High Cycle Time) is one of the influencing deterrent factor to aim our goal.Our team decided to think differently and create positive impact on our business with enhanced Productivity.The team challenged the conventional process of shell core process making and implemented cold box process for DI Cylinder Block barrel core making with changing the die design and thereby moving towards green product with determination for:
Foundry Team did a process mapping of Core room and identified gas heating(High Cycle Time) is one of the influencing deterrent factor to aim our goal.Our team decided to think differently and create positive impact on our business with enhanced Productivity.The team challenged the conventional process of shell core process making and implemented cold box process for DI Cylinder Block barrel core making with changing the die design and thereby moving towards green product with determination for:
- Safety first.
- Crusade for natural resource conservation
- The urge for continuous improvement.
- Unprecedented challenge.
3.How did you generate the solution which you implemented?
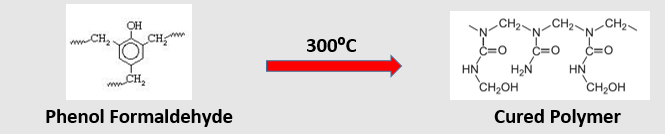 Current Reaction Involved in the Shell Core Making Process
Current Reaction Involved in the Shell Core Making Process
Multiple Ideas :-
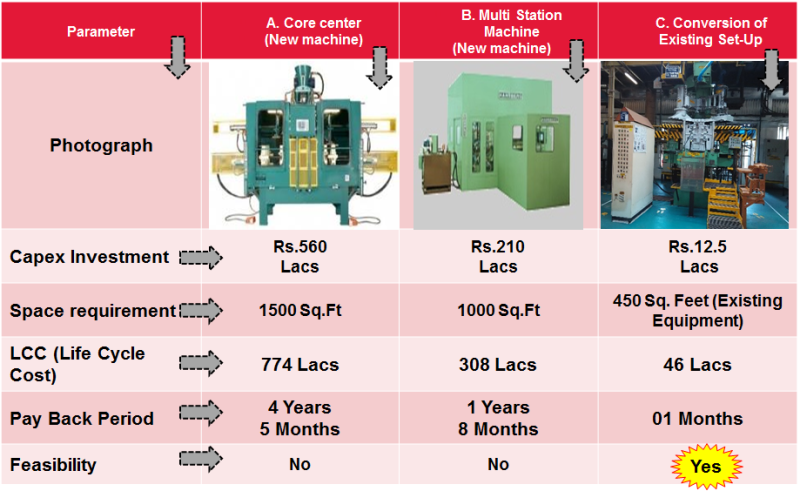
By using TPM approach, Operational Excellence and robust planning, we took up the challenge to convert the existing 35 years young Equipment of Hot Box to a process involving green Curing named Cold Box.
4.Describe how the selected solution was implemented. Some of the aspectscould be:
Mahindra Foundry being single Source supplier for 85% product mix cannot lose a single day of Production. Cold Box Implementation has to be carried out Offline without affecting the current Production.
Following are the Challenges faced while Project Implementation: -
- Machine Modification
- Die Modification
- Amine Gas generation panel
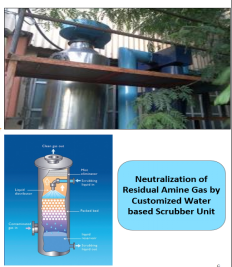
- Wet Scrubber to dilute residual amine gas
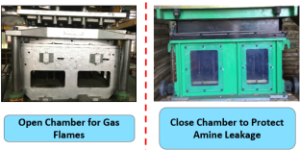
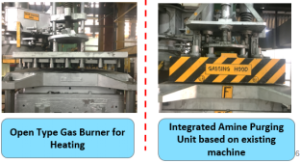
1. Earlier machine was of open chamber type to support Die heating through PNG Gas but cold box core making process requires closed chamber to avoid Amine gas Leakages.The gas burner used for heating of the Cores is been converted into an Integrated Amine Purging unit required for the desired process.
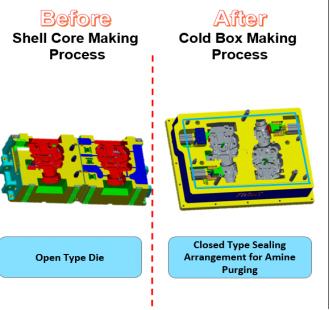
2.Earlier it was of Open die type to support effective heating of Core die. We have converted this in to closed type passage inside the tooling & provided thorough Sealing arrangement for effective amine purging.
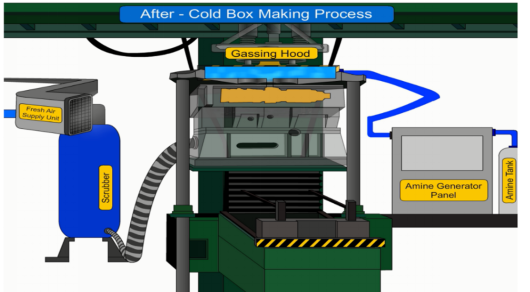
3.It is highly unsafe to transport Liquid Amine; thus, we have installed custom designed amine gas generation panel which converts the Liquid Amine to Gaseous amine used for gassing of core.

4. We have Installed Water based Scrubber unit to Neutralize Residual Amine gas.
After Cold Box Making Process: -
Here Amine Gas is used to Cure the core at Ambient Temperature: -
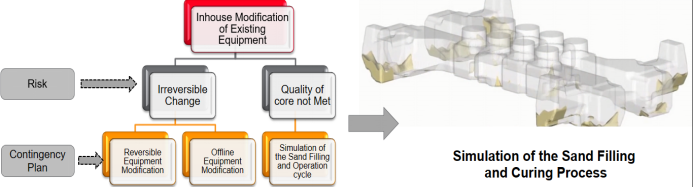
With each project, certain risk are involved For mitigating the risk, i.e. Irreversible machine modifications been done offline and only reversible machine Modifications done on machine. For ensuring quality of the core, we have carried out core filling and curing simulation with the help of simulation Software.
Training to Associates and Officers for New Technology: -
1.Machine Working Principals and on job training


2.Safety Training


5.Value Creation and Business Results.

Benefits under PQCDSME: -
P: -
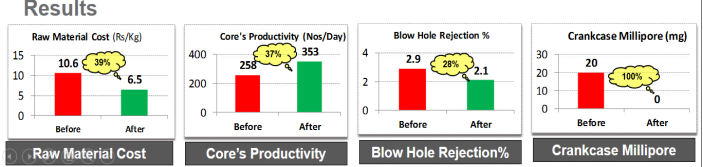
Cycle time reduced from 5.2 min to 3.3 operator working in min. (Productivity improvement by 37%).
Q: -
1.Customer End rework reduced by 15%
2.Crankcase Millipore Improvement from 20 mg to Zero mg
3.Blow-hole rejection reduced from 2.9% to 2.1%.
C: -
1) Raw Material cost saving of 1.06 Crore/Annum
2) PNG Cost Saving of 12.67 Lacs/Annum
3) Rejection Cost saving of 8.91 Lacs/Annum
4) Manpower cost saving of 0.83 Lacs/Annum
5) New Capacity Generation of 17.6 Cr/Annum
6) Opportunity Cost saving of 5.6 Cr/Annum (New Machine Procurement)
D: -
1. Opportunity to generate new business .
2. Retaining existing cost competiveness in the market
S: -
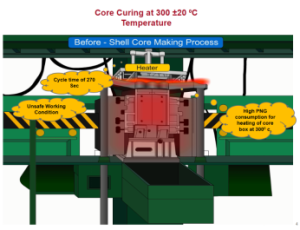
1.Elimination of unsafe working condition of environment where Associates was working at 300°C.
2.Created Many Happy Stakeholders
6.Environmental considerations: (if any)
1.Carbon Foot Print saving of 62 Tons/Year
2.PNG consumption eliminated from 41 Tones/Annum to Zero
3.Associates morale improved due to safe & Tension free working environment.
7. Can the ideas, principles, concepts or techniques developed by you be implemented in other areas in your company and in similar / other industry? Describe.
Shared this Idea with the following Industry

Other Information: -
Won Third Prize in Mahindra AFS Best Energy Efficient Project :-