
Bosch Ltd – Ramanagara
1. Brief Description of the project.
The automotive industry is a vast field with many key players in the market and also in the recent past
we see a high growth in the diesel segment. This is vertically passed on to the auto components
manufacturers, thereby increasing the demand with competitive price. We, M/s Bosch Ltd, as an auto
component manufacturer have focused on productivity improvement to meet the markets requirement.
Productivity improvement of the CP1H Common rail pump is on high priority in order to meet the
company financial target and passenger car market demand. The critical component in this pump is the
CP1H housing which is being manufactured in-house. The manufacturing facility is equipped with
sophisticated machines to process the CP1H housings, as shown below.

From the VSM (value stream mapping) it has been identified that the radial machining operations are
the bottleneck processes in order to meet the customer takt. Thus we have taken an innovative project
in the radial machining stage in order to meet our long term vision -2021 under the category of
Excellence in operations with "Benchmark cost and delivery"

2. Trigger for the project. (10 points)
Projects identified to achieve the financial target, new initiative of “LAKSHYA -2020” and the
competitive cost between the other Bosch production International network plants. To retain the
CP1H CRP business we have to achieve the benchmark cost per piece. We target to identify
the innovative projects to avoid housing import substitution thus adding additional cost per
piece and to eliminate the capital investment in order to increase the capacity
3. Solution Generation & Innovation. (20 points)
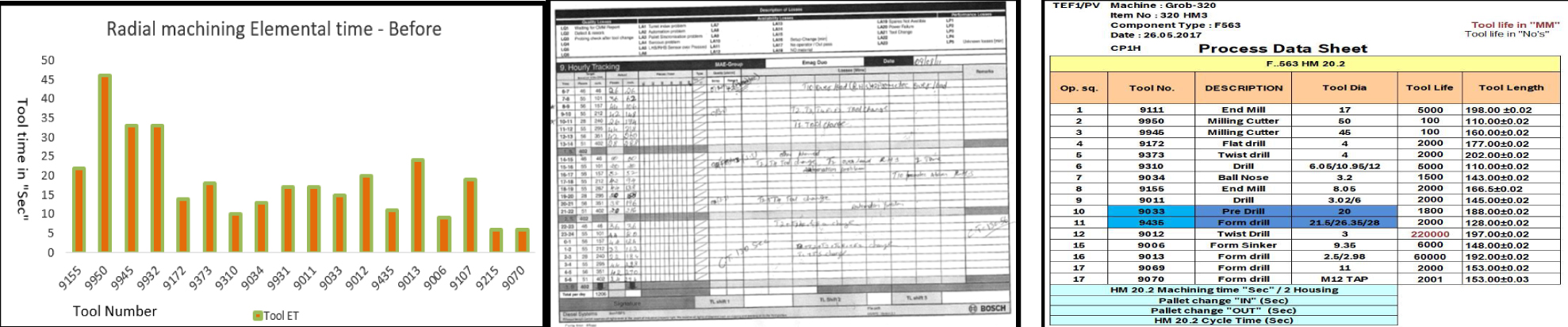
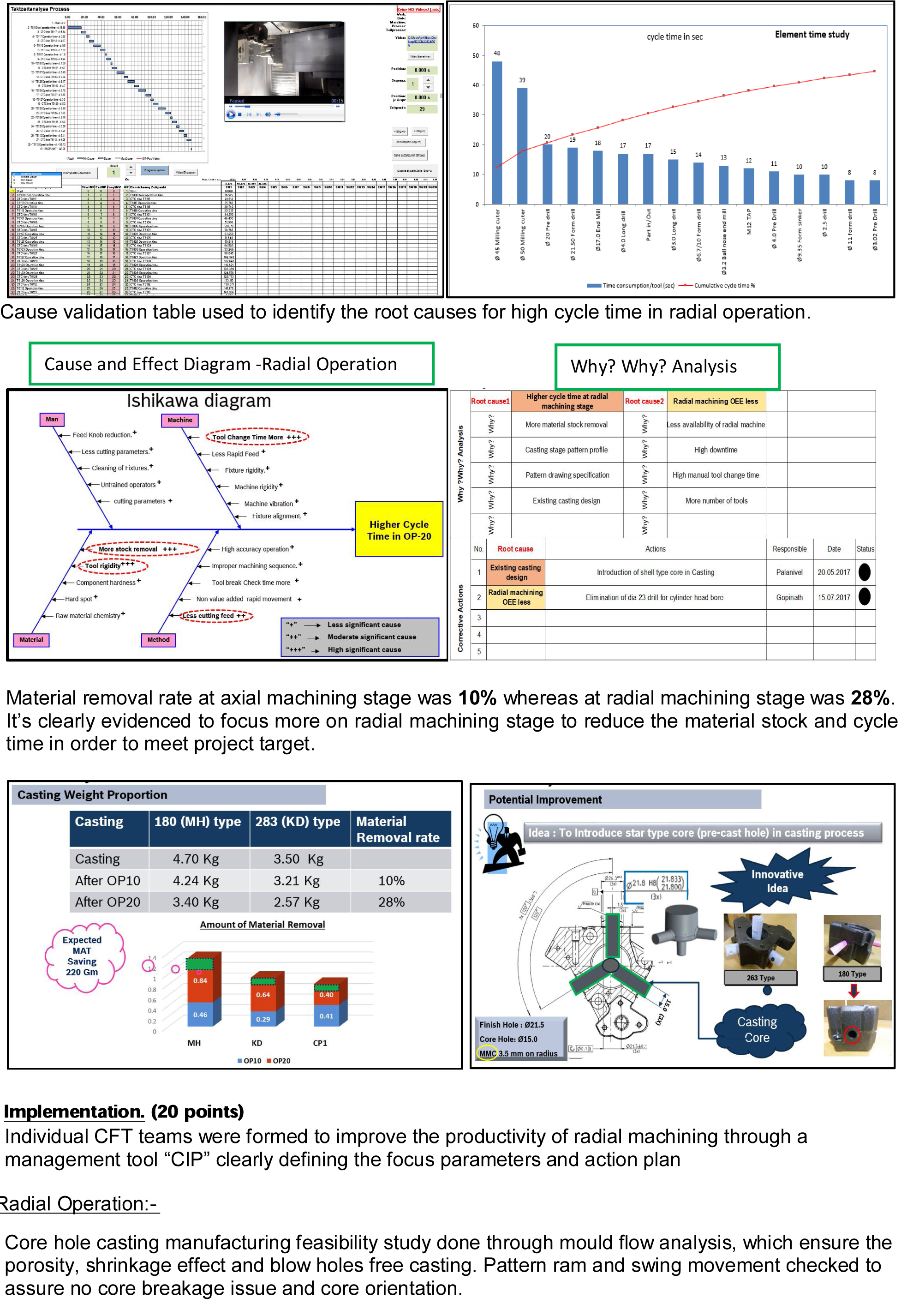
"Elemental cycle time study" was conducted for radial machining operation, to estimate the actual time
involved for each machining step in the process.
"Hourly monitoring chart" was used to capture the tool change losses involved in the process in order to
evaluate the OEE. Process Data Sheet (PDS) used to analyse the process sequence and tool life.
The above data’s were used to identify the focus area in order to analyze the data and take necessary
actions to improve the productivity of the radial machines.
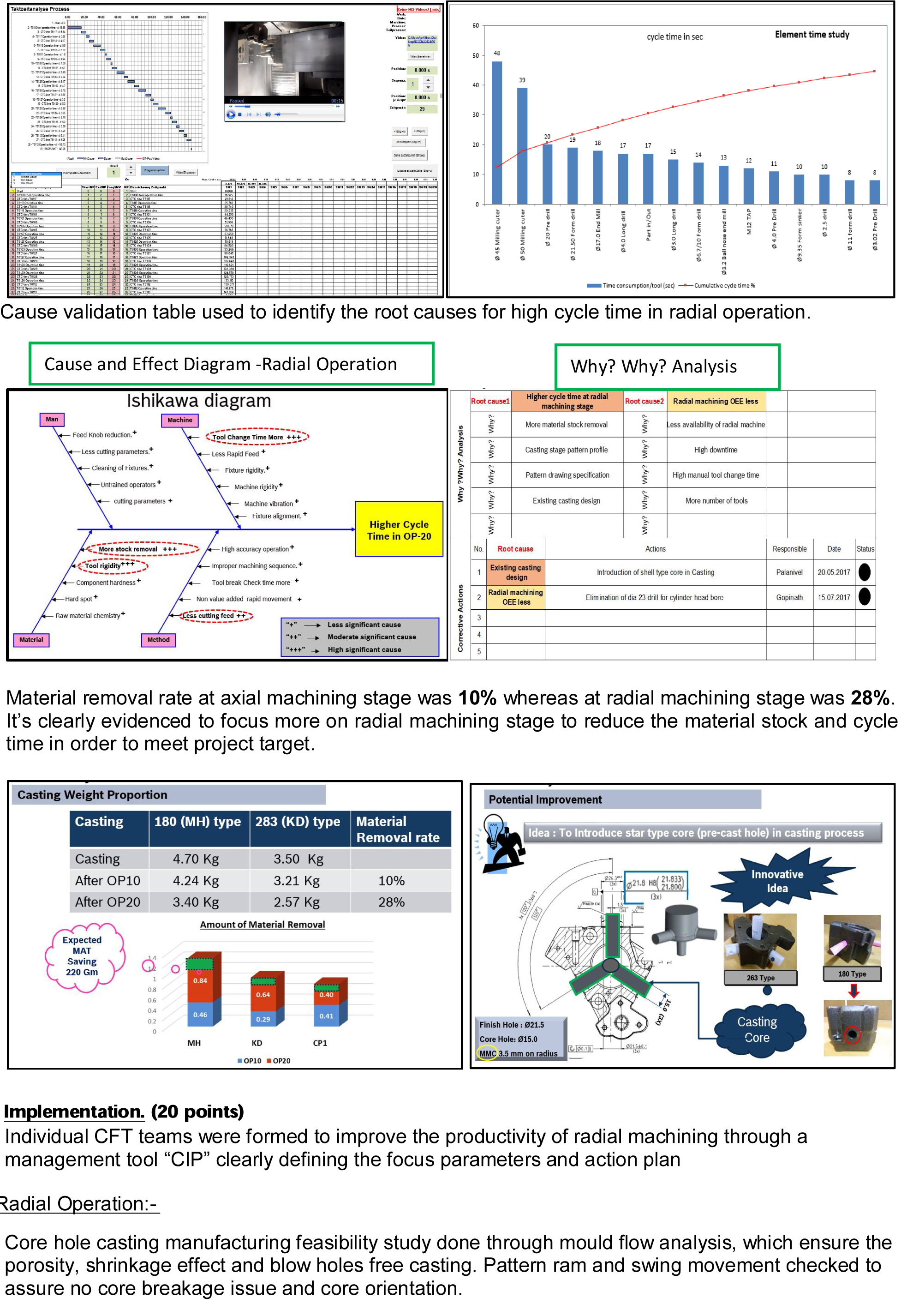
The CP1H housing cycle time data was analyzed by using Video Cycle Time analysis (ViCTA –Software)
to find out the Elemental time study and VA & NVA time. Pareto chart was used to prioritize the focus
area for improvement.
Secondly a cause & effect diagram was used to list down the probable causes leading to the high cycle
time. Probable causes were validated with cause validation table and identified the high significant
causes in order to arrive at the solution.
Why-Why analysis was used to identify root causes for increased material stock and reduced OEE to
arrive the solution for the improvement.
 4. Implementation. (20 points)
4. Implementation. (20 points)
Individual CFT teams were formed to improve the productivity of radial machining through a
management tool “CIP” clearly defining the focus parameters and action plan
Radial Operation:-
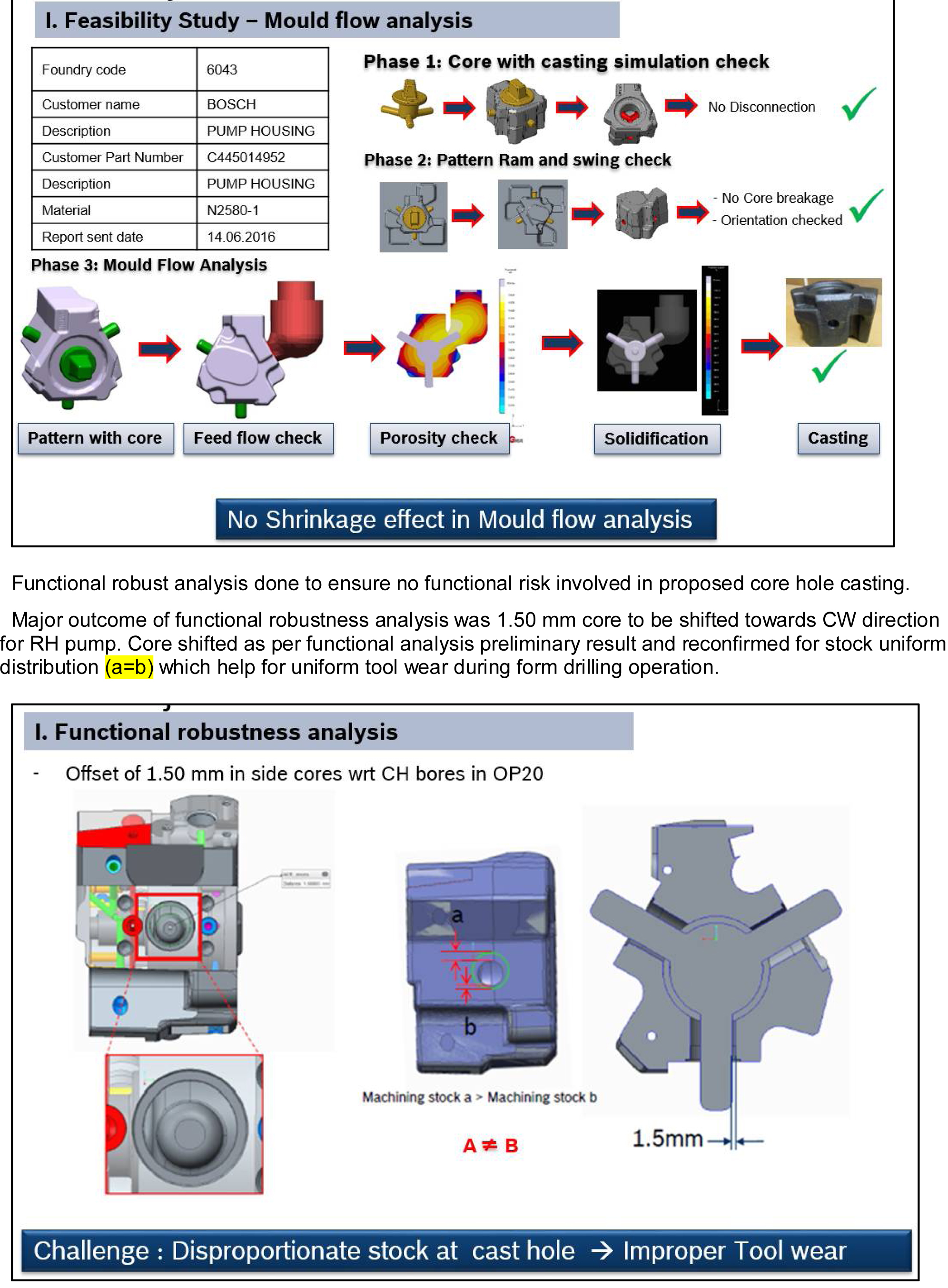
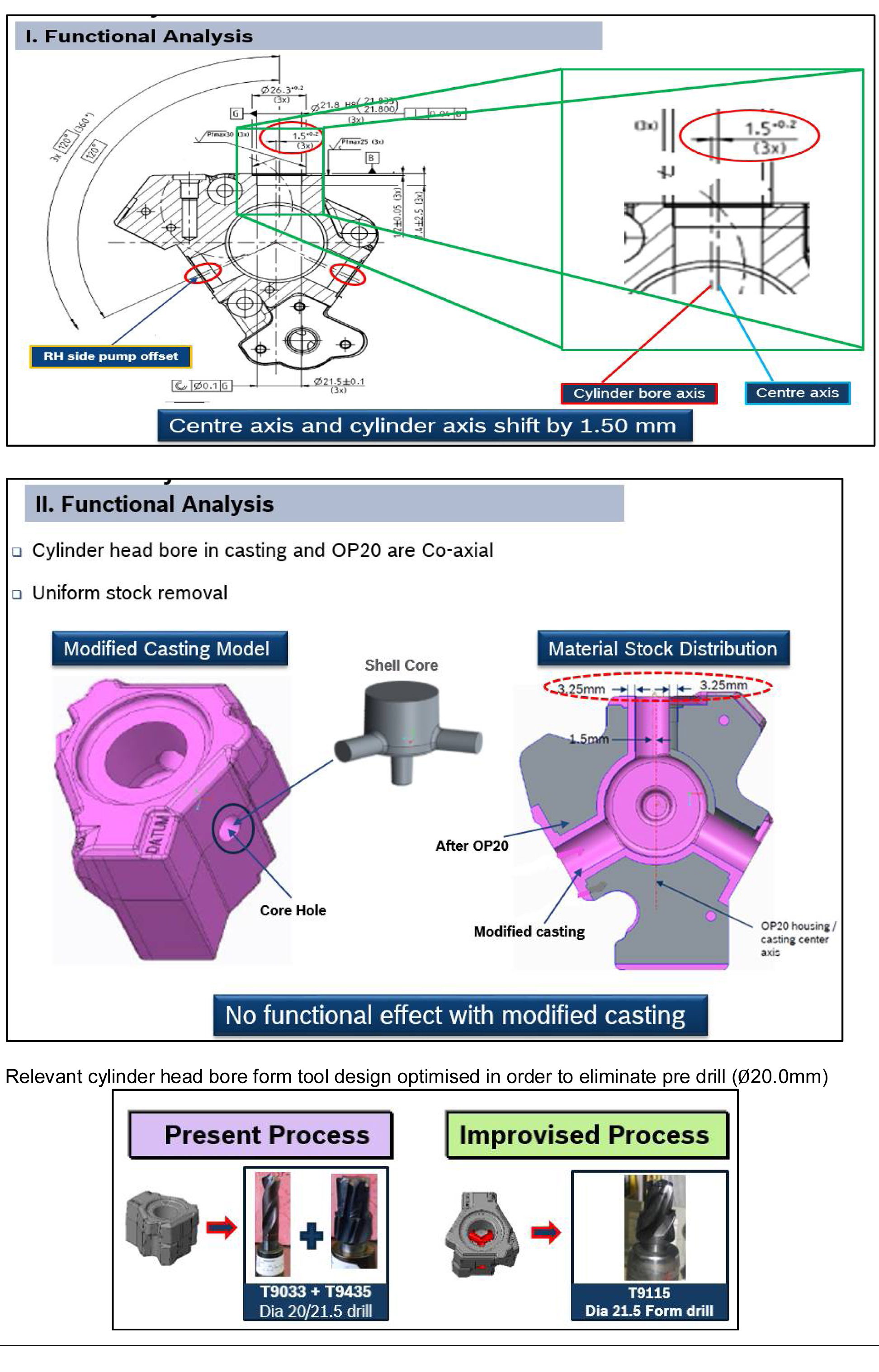
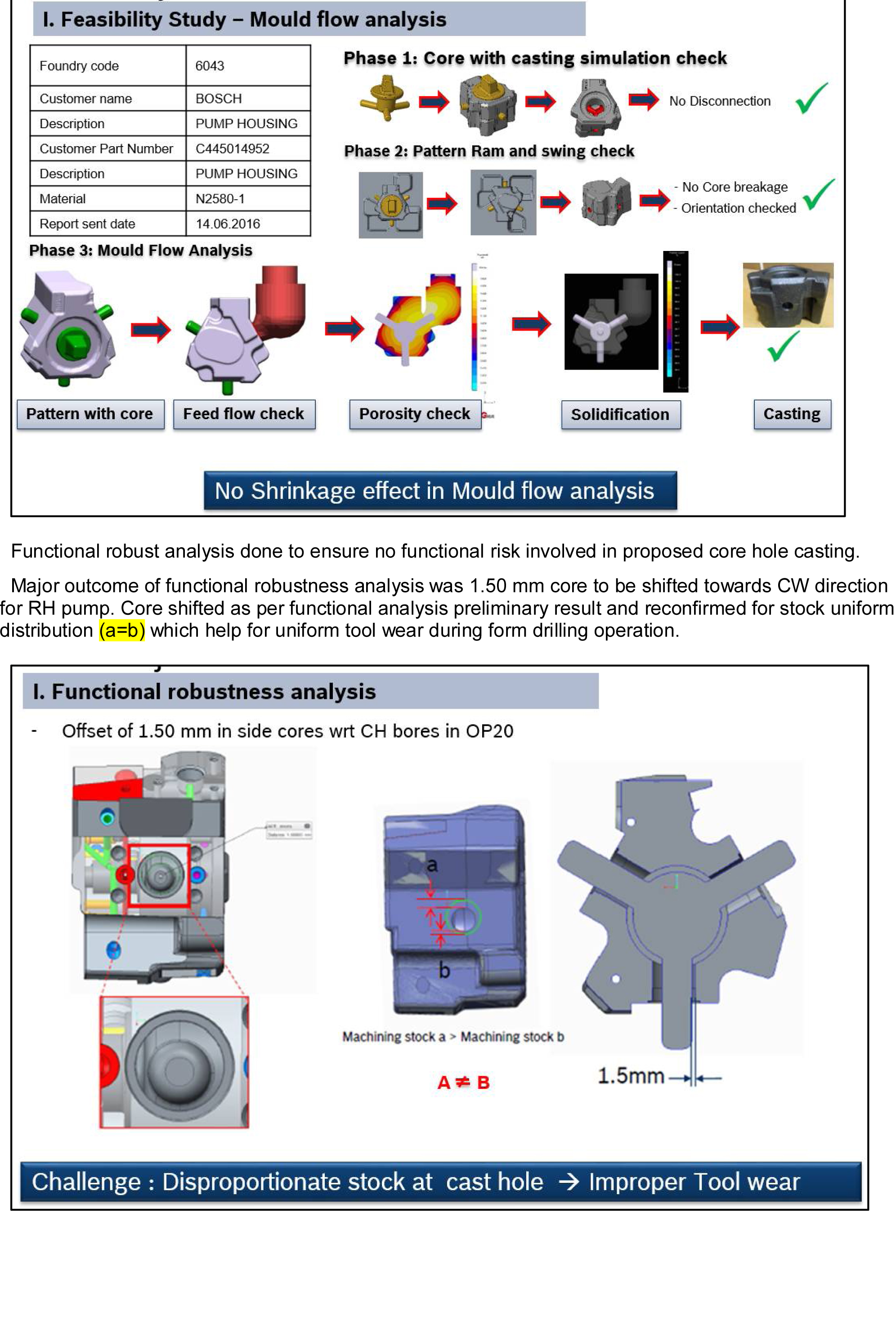
Core hole casting manufacturing feasibility study done through mould flow analysis, which ensure the
porosity, shrinkage effect and blow holes free casting. Pattern ram and swing movement checked to
assure no core breakage issue and core orientation.
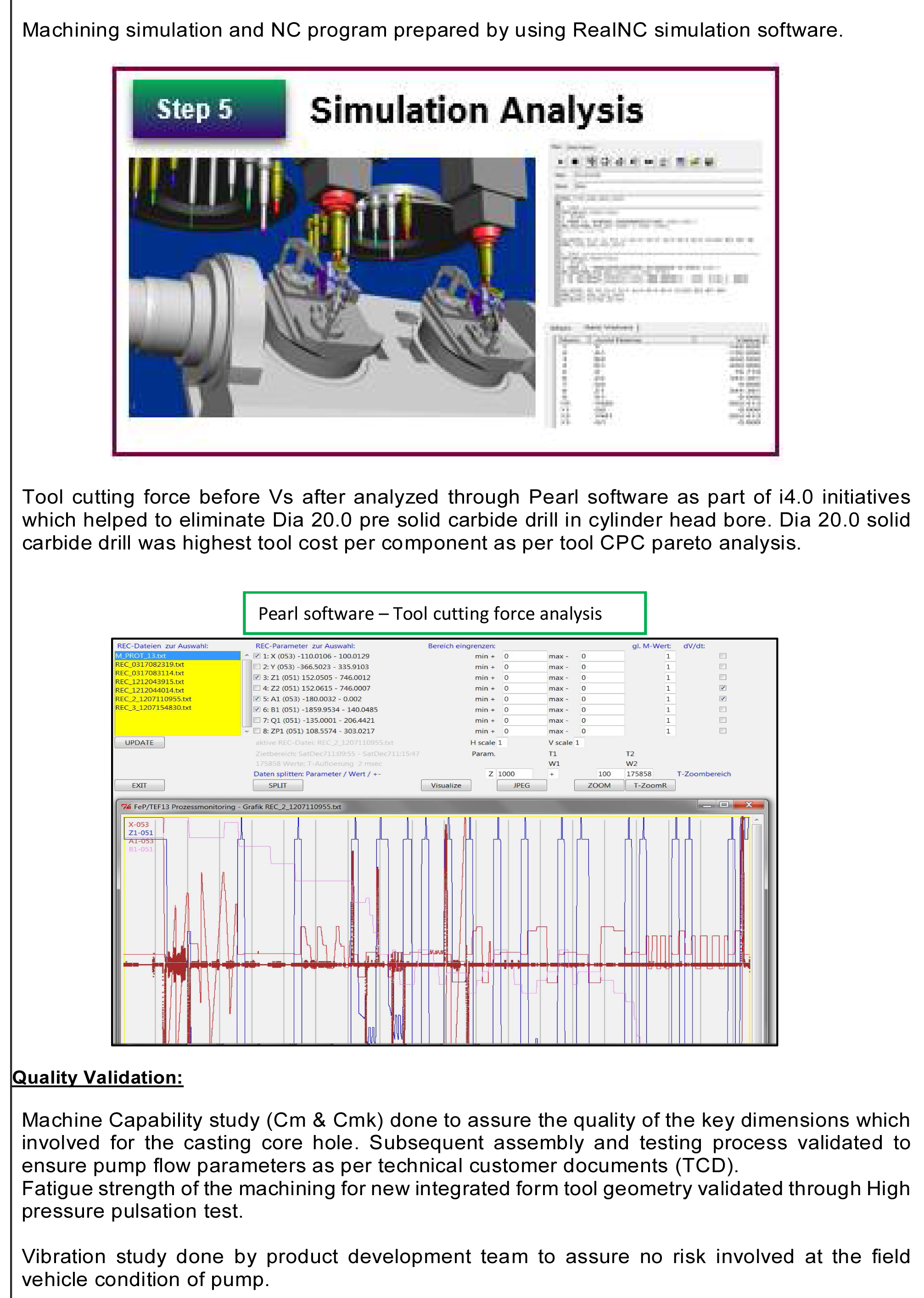
Machining simulation and NC program prepared by using RealNC simulation software.
International process experts and top level management from different countries of Bosch
plant visited and well appreciated the innovative project benefits. Awarded as Best Innovative
project in INNOQ-2018 at RO-IN level. 6. Environmental impact. (10 points)
6. Environmental impact. (10 points)
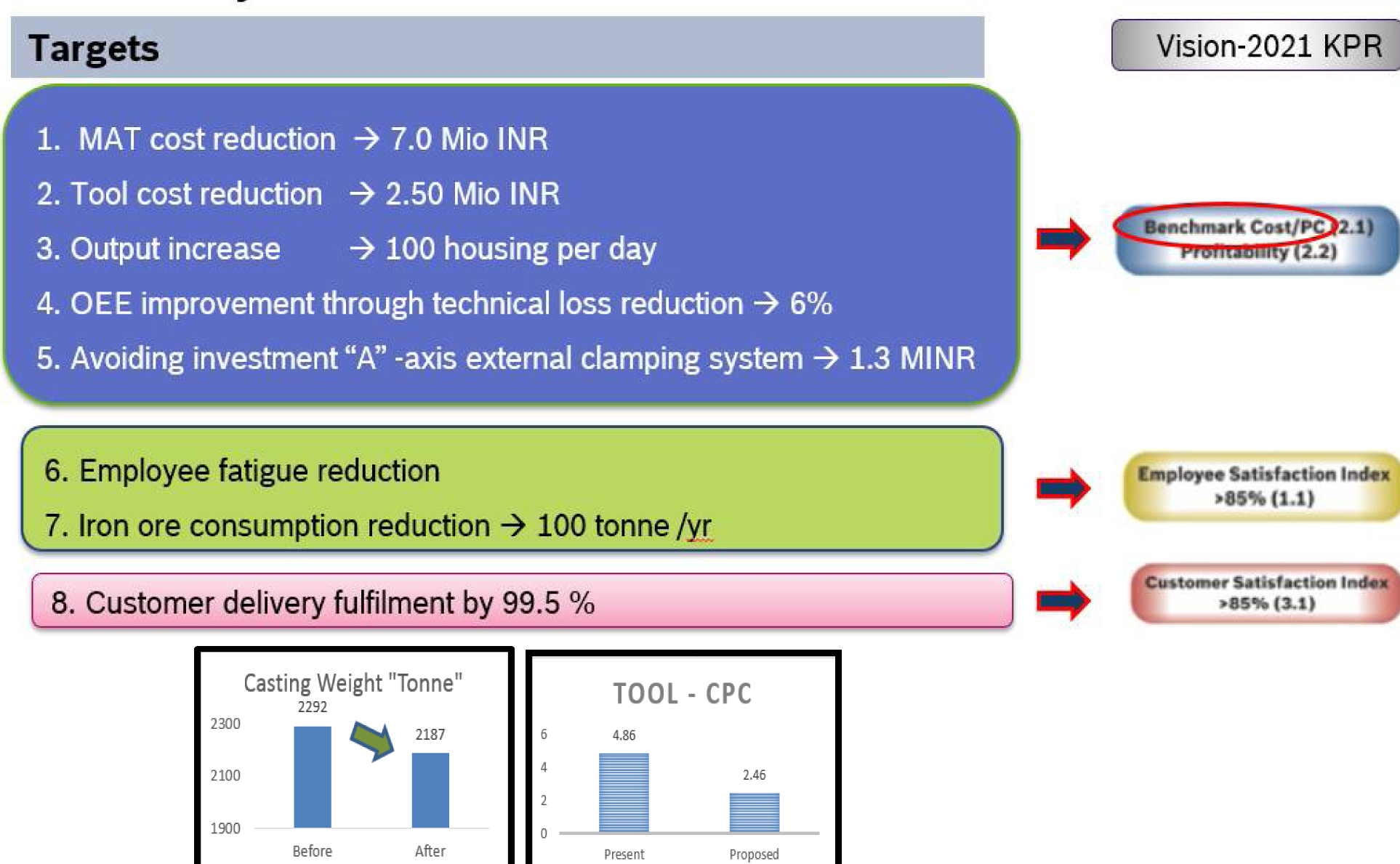
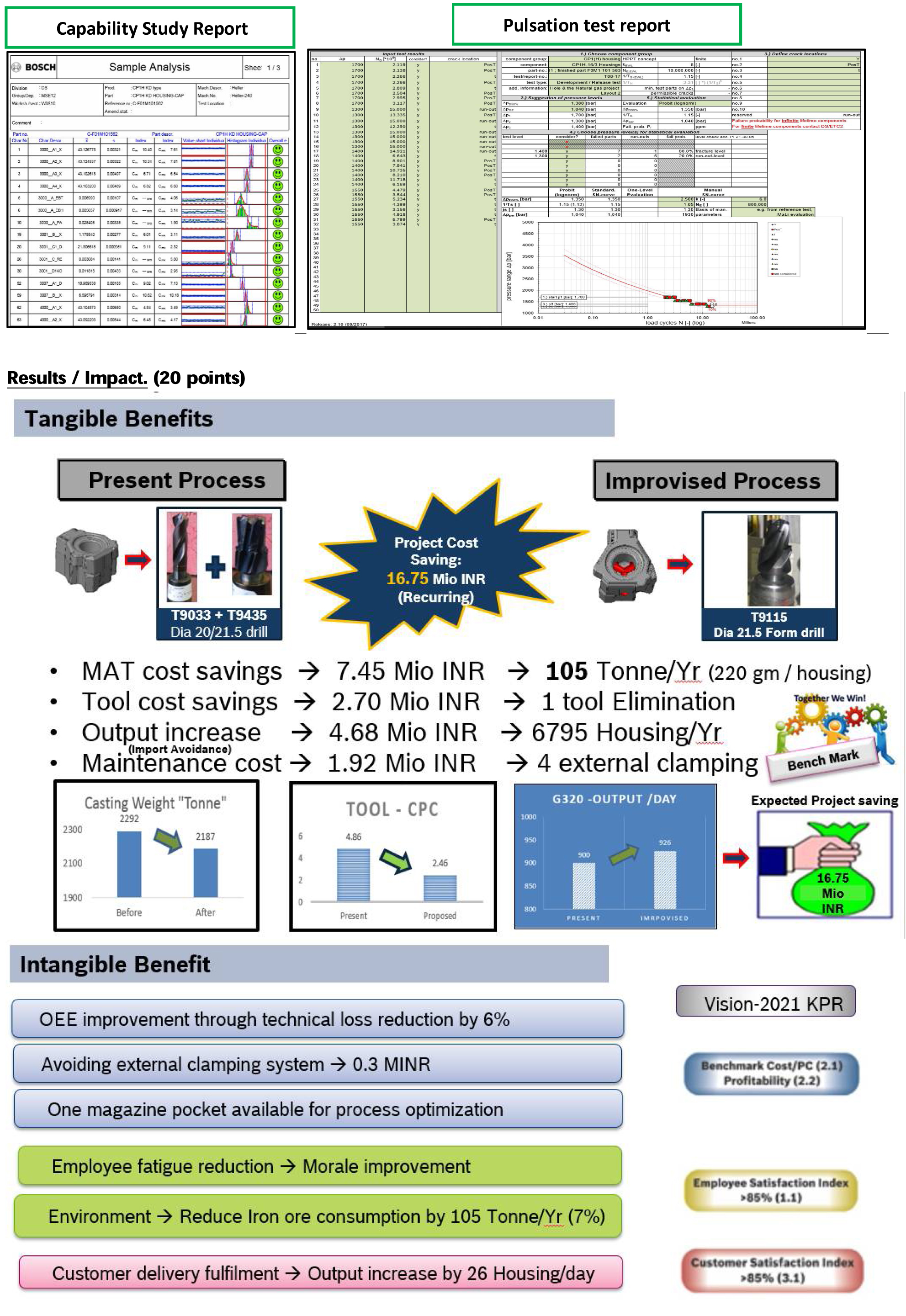
1. Iron ore consumption reduced by 105 Tonne per year
2.Energy saving reduced from 1.16 Kwh to 1.08 Kwh per housing.
3.Total energy saving 29000 Kwh per year
4.Carbon footprint reduced by 8207 KG of CO2
5. Employee safety and fatigue level improved by casting weight reduction from 4.70 kg to 4.48 Kg per housing.
7. Scope for horizontal deployment. (10 points)
Horizontal deployment done in CP1H KD type housing (Without gear pump family).
International process experts visited from different countries of Bosch plant and well
appreciated the innovative project benefits. Horizontal deployment done in other IPN plant.
1. Overall project Benefits across the Bosch world is 50.25 Mio INR.
8.Any other merits. (10 points)
- Patent registration under progress for unique shell type core in common rail pump housing
- Indomitable spirit of the team helps to achieve the organisational goal “LAKSHYA-5950”
- Bench mark cost (5950 INR/pump) and cycle time in CP1H Bosch world.
- International Expert team appreciation
- Robert Bosch India senior management team appreciation for unique idea in 15 years old
matured product - Effective Involvement of strategic partner for win –win situation (Defect cost reduction at
supplier side by 1%) - Tools used for the project are: 7QC tools, Mould flow analyser, ViCTA, Pearl software,
RealNC simulation software, Pro-e, CATIA, Q-DAS, VSM, and VSD. - Competence development in casting process and project management both at Bosch and
supplier end



{kind=link}
{kind=link}