
TVS MOTOR Co. Ltd
Productivity improvement and flow manufacturing in machining fixtures and gauges through innovation and design standardization.
Project implementation start and end date:
March 2012 to January 2013
Is it in continued operation now? Yes
Certificate of the division/business/unit/company head
- We certify that the productivity improvement project described here was implemented by the above team and is in continuous operation. We also certify that the claimed benefits accrued to our organization. We also agree that the contents of this case study can be published by the organizers.
- Cost saving from this project: 37 Lacs*.
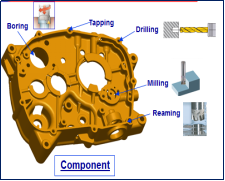
PART-A MACHINING FIXTURES
Innovation:
Machining Fixtures
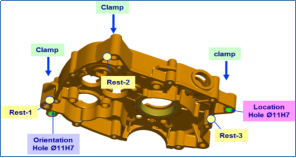
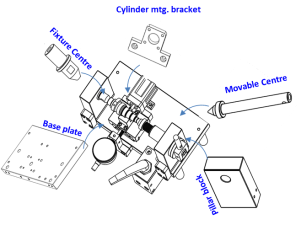
- We have conceived, designed, manufactured and implemented next generation machining fixtures. We call them chip-less and clamp-less fixtures. The fixture elements have been indigenously designed by us resulting in low cost & better reliability.
- 1)Provided unique 4 in 1 functional unit that is used to locate orient, rest & clamp the part. This has been indigenously designed and developed by us.

- 2)Spherical base plate to ensure no chip accumulation during processing

- 3)Obstruction to componentloading/unloading In fixture eliminated through clamp-less fixtures

- 4)Fixture parts life improvement through Special coating which is maintenance free
- 5)Lead time reduction through parts reduction & standardization

Problem identification:
- Considering the short time for any product to market and increasing number of new projects owing to shorter product life cycle, it becomes very critical to shorten the time of production facility creation (fixtures, gauges, machines, tools etc.)
- Multi model facility creation is the need of the hour.
- Also effective utilization of the established production facilities is critical (minimizing losses & enhancing productivity)
- In Star family where the production volume is higher, we observed
- Low employee productivity
- Lead time high for fixture availability
- More part damages in handling
Close observation of the operator working, revealed following difficulties.

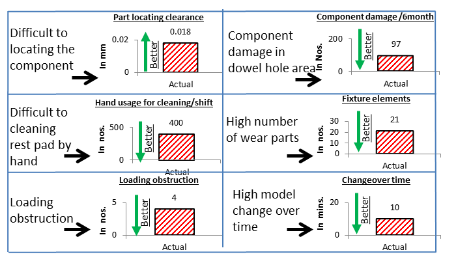
- The following data were collected for the identified machining cells pertaining to machining fixtures & gauges (Source: Star family)
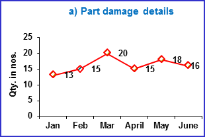
- a)Part damage details due to handling
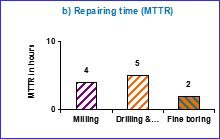
- b)Repairing time (MTTR)
Analysis and development of solution
- We used Advance 5-s technique & 7 QC tools to challenge our current practices and go for a next generation fixtures.
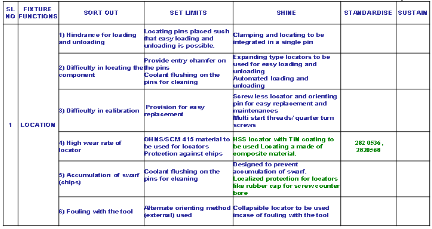
5s of a Fixture:
- Sort Out – Identify/eliminate the undesired factors.
- Set Limit – Identify/incorporate the basic requirements of fixtures.
- Shine – List out the best in its class ideas for enhancing the functionality of fixtures.
- Standardize - Shine ideas generated to be
- Sustain – Improvement made to be made
The next generation fixtures were tested& validated
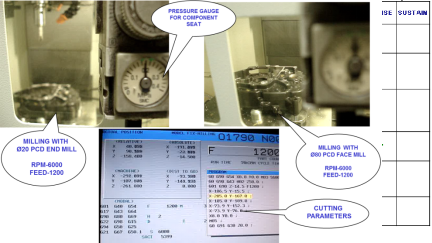
- a)Verified in our alpha shop for the actual process parameters with 500 no components and all quality parameters were inspected.
- b) Validated in the actual production cell.
- c) Customer voice captured
- d) MFMEA for design standardization
- a) Operational benefits:

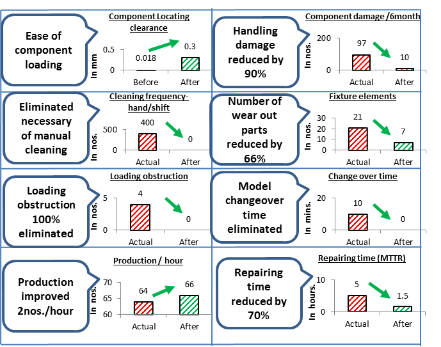
- b) Operational benefits:

PART-B- GAUGES
Innovation:
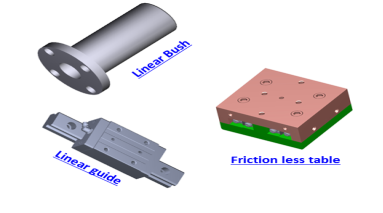
- We have gone for sub-system standardization. This has helped us reduce the number of distinct parts to be designed. Also integrated the standard catalogue parts into our design for improving the gauges R&R & cost reduction (eg, Misumi, THK etc). Able to maintain off the shelf standard parts so that the time to manufacturing is greatly reduced.
Problem identification
Design, procurement, manufacturing and implementation are the 4 main phases of facility creation for any project
We also observed that there was a high lead time to design critical gauges (2-6 weeks) and high lead time in manufacturing & making them available
(6-10 weeks)
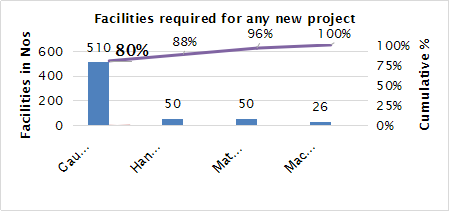
Any new project requires 6M facilities. This project was selected based on our pareto for facility creation.
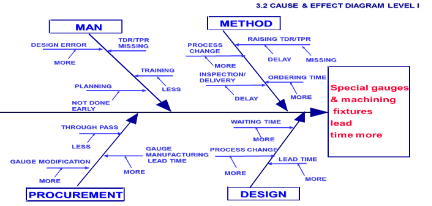
Pareto indicating the importance of gauges availability for any new project.
The following data were collected for the identified machining cells pertaining to machining fixtures & gauges (Source: Star family)
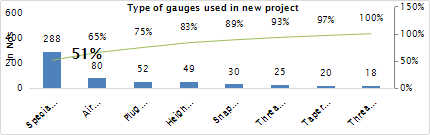
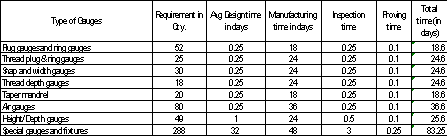
a) Types of gauges, their lead time to availability
b) Stratification of lead time data
Analysis and development of solution
The following data were collected for the identified machining cells pertaining to machining fixtures & gauges (Source: Star family)
- We used root cause analysis for more lead time in gauges availability through brainstorming.
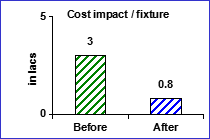
- We did a cost impact analysis item wise for critical gauges.
- Also did the repetitive designs in critical gauges.
Implementation
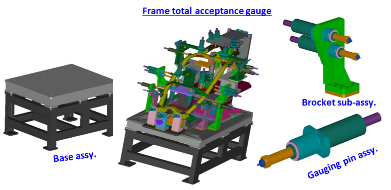
Sub-system level standardization has been extended to all gauges of Camshaft, Frame, Panel checkers etc. MFMEA was conducted to ascertain the performance of these gauges. 2 gauges were manufactured to test and ascertain the same. Also designed with an eye to use readily available parts
eg. LM guide for front sliding motion.(from MISUMI)
a) Parts commonised for the transmission part gauges:.
b) Sub-system standardized for all the similar fabrication gauges:
c)Bought-out part used for substituting designed elements:
Benefits to organization:
a)Operational benefits
- 50%Productivity of our designers enhanced from 100 designs/man/year to 150 designs/man year
- Overall gauge handing over time reduced to 10 weeks.
Design lead time reduced from 6 weeks to 4 weeks for critical gauges
Financial benefits:
Cost saving owing to standardization - 20%
This is by using standard parts with simplified designs.
Designs are patented.
Cost certificate attached in total in pg.5: - Total saving 37 Lacs for one model of fixtures and gauges.
Institutionalization and horizontal deployment, if any
Please elaborate on how the changes have been embedded in the system and horizontally deployed as applicable.
This is for the total case study (Part A & Part B)
We have deployed 17 nos. of next generation fixtures across star models.
Our design shine points have been communicated to all & are being ensured that the new machining fixtures are complying with the same.
Gauges & fixtures standard parts created & are being used for all projects after implementation.
Design manuals & guidelines updated. Suppliers are supplying gauges & fixtures as per these guidelines.


